Witajcie w świecie spawania! Jeśli marzycie o samodzielnym tworzeniu metalowych konstrukcji, naprawianiu ogrodzeń czy realizacji własnych projektów DIY, ten artykuł jest dla Was. Skupimy się na praktycznej nauce spawania inwertorowego, która jest idealnym punktem wyjścia dla każdego amatora. Przeprowadzę Was krok po kroku przez kluczowe zasady, techniki i niezbędne wyposażenie, abyście mogli bezpiecznie i skutecznie wykonać swoją pierwszą, solidną spoinę.
Nauka spawania inwertorową to idealny start dla amatorów poznaj kluczowe zasady i techniki.
- Spawarki inwertorowe to najlepszy wybór dla początkujących dzięki niskiej wadze, małym gabarytom i przystępnej cenie.
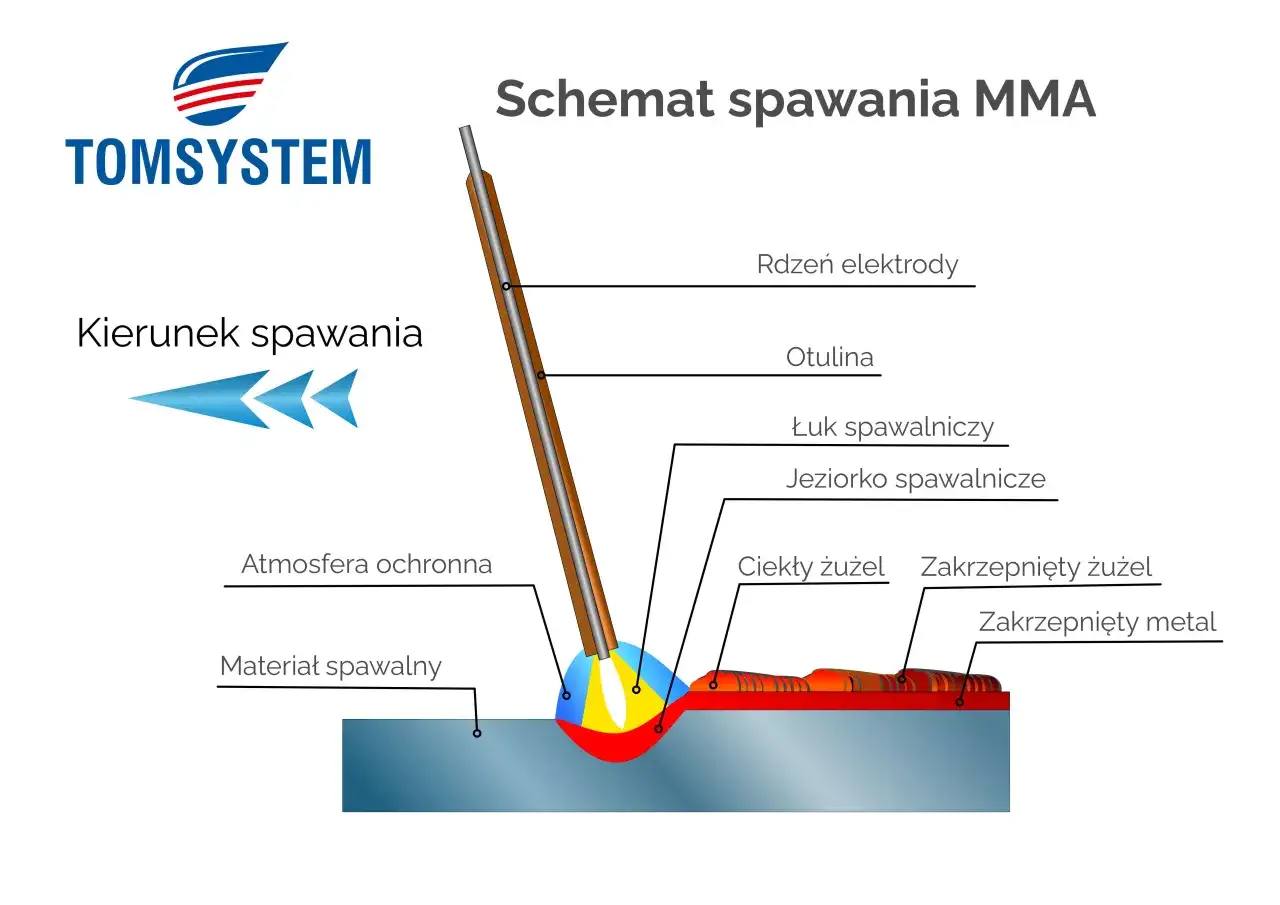
- Metoda MMA (elektroda otulona) jest najłatwiejsza do opanowania na start i nie wymaga gazu osłonowego.
- Kluczowe dla bezpieczeństwa jest użycie przyłbicy samościemniającej, rękawic, trudnopalnej odzieży i butów roboczych.
- Elektrody rutylowe (E 6013) o średnicy 2,5 mm lub 3,2 mm są najbardziej polecane do nauki ze względu na łatwość zajarzenia.
- Prawidłowe ustawienie prądu spawania (ok. 30-40A na 1 mm średnicy elektrody) to podstawa udanej spoiny.
- Funkcje takie jak Hot Start, Arc Force i Anti Stick w inwertorach znacząco ułatwiają naukę i pracę.
Spawarka inwertorowa: Twój idealny start w świat spawania
Kiedyś spawanie kojarzyło się z ciężkimi, głośnymi transformatorami, które zajmowały pół garażu. Dziś, dzięki rozwojowi technologii, mamy do dyspozycji spawarki inwertorowe, które zrewolucjonizowały rynek i stały się pierwszym wyborem dla zdecydowanej większości, bo aż 9 na 10 początkujących spawaczy-amatorów. Ich niska waga, kompaktowe gabaryty i zaskakująco przystępna cena (podstawowe modele zaczynają się już od 350-500 zł) sprawiają, że są one idealnym narzędziem do rozpoczęcia przygody ze spawaniem w domowym warsztacie.
Poznaj przewagę technologii inwertorowej nad tradycyjnymi transformatorami
Spawarki inwertorowe to prawdziwy game changer, zwłaszcza dla hobbystów. Ich niewielka waga i małe gabaryty sprawiają, że są niezwykle mobilne bez problemu przeniesiesz je z miejsca na miejsce, a nawet zabierzesz ze sobą na działkę. To ogromna przewaga nad starymi, ciężkimi transformatorami, które często ważyły kilkadziesiąt kilogramów. Co więcej, nowoczesne inwertory oferują znacznie stabilniejszy łuk spawalniczy i lepszą kontrolę nad procesem, co jest nieocenione dla kogoś, kto dopiero stawia pierwsze kroki. Do tego dochodzi ich przystępna cena, która sprawia, że profesjonalne spawanie staje się dostępne dla każdego.
MMA, TIG, MIG/MAG jakie metody spawania oferuje Twój inwerter?
Większość spawarek inwertorowych dostępnych na rynku to urządzenia wielofunkcyjne, które mogą obsługiwać różne metody spawania. Jednak dla początkujących, którzy chcą opanować podstawy, metoda MMA (spawanie elektrodą otuloną) jest absolutnym numerem jeden. To właśnie na niej skupimy się w tym poradniku. Jest to metoda uniwersalna, niewymagająca gazu osłonowego, co znacznie upraszcza cały proces i obniża koszty początkowe. Chociaż inwertory często umożliwiają również spawanie metodą TIG (z dodatkowym osprzętem) czy nawet MIG/MAG (w modelach synergicznych), to właśnie MMA stanowi najlepszy punkt wyjścia dla amatorów. Kiedy opanujecie MMA, inne metody staną się znacznie łatwiejsze do przyswojenia.
Funkcje, które ratują życie początkującym: Hot Start, Arc Force i Anti Stick
Nowoczesne spawarki inwertorowe są wyposażone w szereg funkcji, które znacząco ułatwiają pracę, zwłaszcza początkującym. To prawdziwe koła ratunkowe, które pomagają uniknąć frustracji i skupić się na nauce techniki:
- Hot Start (Gorący Start): Ta funkcja automatycznie zwiększa prąd spawania na ułamek sekundy w momencie zajarzenia łuku. Dzięki temu elektroda łatwiej się zapala i nie przykleja do materiału. To ogromne ułatwienie, gdy dopiero uczysz się, jak prawidłowo zajarzyć łuk.
- Arc Force (Dynamika Łuku): Arc Force stabilizuje łuk spawalniczy, automatycznie dostosowując prąd, gdy długość łuku się zmienia. Pomaga to utrzymać równomierne spawanie, nawet jeśli Twoja ręka nie jest jeszcze idealnie stabilna. Zmniejsza ryzyko wygaszenia łuku lub jego "uciekania".
- Anti Stick (Antyprzyklejeniowa): Jeśli elektroda przyklei się do materiału, funkcja Anti Stick natychmiast obniża prąd spawania do minimum. To zapobiega przegrzewaniu się elektrody i ułatwia jej oderwanie, chroniąc zarówno elektrodę, jak i spawarkę przed uszkodzeniem.
Te trzy funkcje sprawiają, że nauka spawania jest znacznie bardziej przyjemna i efektywna. Pamiętajcie, aby szukać spawarki, która je posiada!
Bezpieczeństwo przede wszystkim: Niezbędny ekwipunek i zasady
Zanim w ogóle pomyślicie o włączeniu spawarki, musimy porozmawiać o czymś absolutnie kluczowym: bezpieczeństwie. Spawanie to proces, który wiąże się z wysokimi temperaturami, intensywnym promieniowaniem UV i IR, odpryskami gorącego metalu oraz dymami. Ignorowanie zasad BHP może prowadzić do poważnych i trwałych urazów, takich jak naświetlenie oczu (tzw. "spaw"), poparzenia, porażenie prądem czy zatrucie. Moje doświadczenie uczy, że na bezpieczeństwie nie można oszczędzać ani iść na kompromisy.
Oczy Twój najcenniejszy skarb: Jak wybrać odpowiednią przyłbicę samościemniającą?
Wasze oczy są bezcenne, a przyłbica samościemniająca to absolutna podstawa i najważniejszy element wyposażenia ochronnego. Promieniowanie UV i IR generowane podczas spawania jest niewidzialne, ale niezwykle szkodliwe. Przyłbica samościemniająca automatycznie zaciemnia się w momencie zajarzenia łuku, a rozjaśnia po jego wygaszeniu, co pozwala na ciągłą obserwację miejsca pracy bez konieczności podnoszenia i opuszczania maski. Przy wyborze zwróćcie uwagę na klasę optyczną (im bliżej 1/1/1/1, tym lepiej), czas reakcji (im krótszy, tym lepiej, np. 1/25000 s) oraz możliwość regulacji stopnia zaciemnienia (najczęściej DIN 9-13). To inwestycja w Wasze zdrowie i komfort pracy.
Od stóp do głów: Kompletny strój ochronny spawacza-amatora (rękawice, odzież, buty)
Oprócz przyłbicy, reszta stroju również ma kluczowe znaczenie w ochronie przed poparzeniami i odpryskami. Oto, co powinno znaleźć się w Waszym ekwipunku:
- Rękawice spawalnicze: Muszą być wykonane ze skóry, grube i długie, aby chronić dłonie i przedramiona przed gorącem, odpryskami i promieniowaniem. Nigdy nie spawajcie w zwykłych rękawiczkach roboczych!
- Odzież z trudnopalnego materiału: Zwykła bawełna czy syntetyki łatwo się palą lub topią. Postawcie na specjalną odzież spawalniczą lub przynajmniej grubą, bawełnianą odzież roboczą bez luźnych elementów, najlepiej z długimi rękawami i nogawkami. Unikajcie ubrań z kieszeniami, w których mogłyby gromadzić się gorące odpryski.
- Buty robocze: Solidne, skórzane buty z wysoką cholewką, najlepiej z metalowym podnoskiem, ochronią Wasze stopy przed spadającymi elementami i gorącymi odpryskami. Nie spawajcie w sandałach czy tenisówkach!
Pamiętajcie, że każdy element tego stroju ma swoje zadanie i razem tworzą kompleksową ochronę.
Przygotowanie stanowiska pracy klucz do uniknięcia pożaru i porażenia prądem
Bezpieczne stanowisko pracy to podstawa. Zanim zaczniecie, upewnijcie się, że:
- Wszystkie materiały łatwopalne (drewno, papier, tkaniny, rozpuszczalniki, oleje) zostały usunięte z promienia co najmniej kilku metrów od miejsca spawania.
- Podłoże jest suche i stabilne. Nigdy nie spawajcie na mokrym podłożu ani w kałużach ryzyko porażenia prądem jest wtedy śmiertelne.
- Macie dostęp do gaśnicy proszkowej lub koca gaśniczego. Lepiej mieć i nie potrzebować, niż potrzebować i nie mieć.
- Spawane elementy są prawidłowo uziemione, a zacisk masowy ma dobry styk z materiałem. Luźne połączenie masy może prowadzić do iskrzenia i niestabilnego łuku.
- W pobliżu nie ma zbiorników z gazami pod ciśnieniem ani łatwopalnych cieczy, które mogłyby eksplodować pod wpływem ciepła.
Te proste zasady mogą uratować życie i mienie. Nie lekceważcie ich.
Niewidzialny wróg: Jak zadbać o wentylację i ochronę przed dymami spawalniczymi?
Podczas spawania wydzielają się dymy i gazy, które mogą być szkodliwe dla zdrowia, zwłaszcza w zamkniętych pomieszczeniach. Zawierają one drobne cząsteczki metali i tlenków, które mogą podrażniać drogi oddechowe, a w dłuższej perspektywie prowadzić do poważnych chorób. Dlatego odpowiednia wentylacja jest absolutnie niezbędna. Spawajcie zawsze w dobrze wentylowanym miejscu najlepiej na zewnątrz lub w otwartym garażu z przeciągiem. Jeśli musicie spawać w zamkniętym pomieszczeniu, użyjcie wentylatora wyciągowego lub specjalnego odciągu spawalniczego. Nigdy nie pozwólcie, aby dymy gromadziły się wokół Waszej twarzy.
Przygotowanie do pierwszego spawu: Od A do Z
Zanim zajarzycie pierwszy łuk, kluczowe jest odpowiednie przygotowanie. To etap, który często jest pomijany przez początkujących, a ma ogromny wpływ na jakość spoiny i komfort pracy. Pamiętajcie, że dobrze przygotowany sprzęt i materiał to połowa sukcesu, a w spawaniu precyzja i dbałość o detale są niezwykle ważne.
Dobór elektrody rutylowej czyli Twojego najlepszego przyjaciela na początku nauki
Dla początkujących spawaczy metodą MMA, elektrody rutylowe (oznaczenie E 6013 lub ER) to absolutny must-have. Dlaczego? Ponieważ są niezwykle łatwe w użyciu. Charakteryzują się łatwym zajarzaniem łuku, stabilnym spalaniem i tworzą gładką, estetyczną spoinę z łatwo usuwalnym żużlem. Są też bardzo uniwersalne, pozwalając na spawanie w różnych pozycjach. Do typowych prac domowych i nauki polecam elektrody o średnicy 2,5 mm lub 3,2 mm. Mniejsze średnice są łatwiejsze do opanowania na początku, a większe pozwalają na głębsze przetopienie materiału.
Jak ustawić prąd spawania? Prosta zasada, która działa w 90% przypadków
Prawidłowe ustawienie prądu spawania to podstawa. Zbyt niski prąd spowoduje przyklejanie się elektrody i brak przetopu, zbyt wysoki przepalenie materiału i nadmierny rozprysk. Istnieje prosta zasada, która działa w większości przypadków dla elektrod rutylowych: 30-40 amperów na każdy 1 mm średnicy elektrody. Na przykład, dla elektrody 2,5 mm, prąd spawania powinien wynosić około 70-100A. Zawsze zaczynajcie od niższej wartości i stopniowo ją zwiększajcie, obserwując, jak zachowuje się łuk i elektroda. Pamiętajcie też, że grubość spawanego materiału również ma znaczenie im grubszy materiał, tym wyższy prąd będzie potrzebny.
Prawidłowe podłączenie kabli: masa i uchwyt elektrodowy bez tajemnic
Poprawne podłączenie kabli jest proste, ale kluczowe dla bezpieczeństwa i prawidłowego działania spawarki:
- Kabel masowy (z zaciskiem masy): Podłączcie go do gniazda oznaczonego symbolem minusa (-) lub plusa (+) na spawarkach inwertorowych (w zależności od polaryzacji, ale dla MMA zazwyczaj nie ma to krytycznego znaczenia dla amatora, choć przyjęło się, że masa jest na minusie, a uchwyt na plusie). Następnie zacisk masy przymocujcie bezpośrednio do spawanego elementu lub do stołu spawalniczego, na którym leży spawany element. Upewnijcie się, że styk jest solidny i czysty słaby styk masy to jedna z najczęstszych przyczyn niestabilnego łuku.
- Kabel z uchwytem elektrodowym: Ten kabel podłączcie do drugiego gniazda na spawarka (jeśli masa była na minusie, to uchwyt na plusie, i odwrotnie). Następnie włóżcie elektrodę do uchwytu, upewniając się, że jest dobrze zaciśnięta.
Zawsze sprawdzajcie, czy wszystkie połączenia są pewne i stabilne przed włączeniem spawarki.
Czyszczenie materiału dlaczego rdza i farba to Twoi najwięksi wrogowie?
To jeden z najważniejszych, a często lekceważonych kroków. Rdza, farba, smary, oleje, brud czy inne zanieczyszczenia na powierzchni spawanego materiału to Wasi najwięksi wrogowie. Dlaczego? Ponieważ utrudniają zajarzenie łuku, destabilizują go, powodują powstawanie pęcherzy w spoinie, osłabiają jej wytrzymałość i sprawiają, że spoina wygląda po prostu brzydko. Co więcej, niektóre zanieczyszczenia (jak farby) mogą wydzielać toksyczne dymy podczas spawania. Zawsze dokładnie oczyśćcie miejsce spawania szlifierką kątową z tarczą drucianą lub papierem ściernym, aż do uzyskania czystego, metalicznego połysku. To naprawdę robi różnicę!
Pierwsza spoina: Jak zajarzyć łuk i położyć prawidłowy ścieg
Nadszedł moment, na który wszyscy czekaliście! Przygotowaliśmy sprzęt, zadbaliśmy o bezpieczeństwo, oczyściliśmy materiał. Teraz czas na praktykę. Pamiętajcie, że pierwsze próby mogą być frustrujące, ale to zupełnie normalne. Kluczem jest cierpliwość i konsekwencja. Zaraz pokażę Wam, jak zajarzyć łuk i zacząć układać swoją pierwszą spoinę.
Dwie skuteczne metody zajarzenia łuku: pocieranie vs stukanie
Zajarzenie łuku to moment, w którym elektroda styka się z materiałem, tworząc iskrę i zapalając łuk elektryczny. Istnieją dwie główne metody:
- Metoda pocierania (jak zapałką): To często łatwiejsza metoda dla początkujących. Delikatnie pocierajcie końcówką elektrody o materiał, tak jakbyście zapalali zapałkę. Gdy pojawi się iskra i łuk, szybko unieście elektrodę na około 2-3 mm nad materiał i utrzymujcie stałą odległość. Ta metoda jest bardziej kontrolowana i zmniejsza ryzyko przyklejenia elektrody.
- Metoda stukania (punktowa): Polega na szybkim, krótkim stuknięciu elektrodą o materiał i natychmiastowym uniesieniu jej na odpowiednią odległość. Wymaga to nieco więcej precyzji i wyczucia, ale jest szybsza, gdy nabierzecie wprawy.
Wypróbujcie obie metody i zobaczcie, która jest dla Was bardziej komfortowa. Pamiętajcie o funkcji Hot Start, która tu bardzo pomaga!
"Pamiętaj, że zajarzenie łuku to często największe wyzwanie na początku. Nie zniechęcaj się, jeśli elektroda będzie się przyklejać to normalne. Praktyka czyni mistrza!"
Sekret idealnej spoiny: utrzymanie stałej długości łuku spawalniczego
Jednym z najważniejszych czynników wpływających na jakość spoiny jest utrzymanie stałej długości łuku spawalniczego. Optymalna długość łuku dla metody MMA to zazwyczaj 2-4 mm mniej więcej tyle, ile wynosi średnica rdzenia elektrody. Jeśli łuk będzie zbyt krótki, elektroda będzie się przyklejać, a spoina będzie niestabilna. Zbyt długi łuk spowoduje niestabilne spalanie, nadmierny rozprysk i słabą penetrację. Początkujący mogą kontrolować długość łuku, obserwując jego jasność i dźwięk stabilny łuk ma charakterystyczny, równomierny szum. W miarę spalania się elektrody, musicie ją systematycznie obniżać, aby utrzymać stałą odległość od materiału. To wymaga praktyki, ale jest kluczowe!
Kąt prowadzenia elektrody jak wpływa na kształt i wytrzymałość spawu?
Kąt, pod jakim prowadzicie elektrodę względem spawanego materiału, ma ogromne znaczenie dla kształtu spoiny, głębokości przetopu i jej wytrzymałości. Dla metody MMA, optymalny kąt to zazwyczaj 70-80 stopni względem powierzchni materiału, w kierunku prowadzenia elektrody (czyli lekko pochylona do przodu). Prowadzenie elektrody prostopadle (90 stopni) może utrudniać widoczność jeziorka spawalniczego i prowadzić do niestabilnego łuku. Zbyt duży kąt (elektroda zbyt mocno pochylona) może powodować brak przetopu i nagromadzenie żużlu przed jeziorkiem. Eksperymentujcie z lekkimi zmianami kąta, aby zobaczyć, jak wpływa to na wygląd i jakość Waszej spoiny.
Prędkość ma znaczenie: Jak uniknąć "przyklejenia" i uzyskać równomierny przetop?
Prędkość prowadzenia elektrody to kolejny krytyczny element. Zbyt szybkie prowadzenie spowoduje płytki przetop, nierówną spoinę i brak wtopienia. Łuk będzie "uciekał" przed jeziorkiem spawalniczym. Zbyt wolne prowadzenie może prowadzić do nadmiernego nagrzewania materiału, przepaleń, dużego jeziorka spawalniczego i nierównomiernego lica spoiny. Celem jest znalezienie złotej środka prędkości, która pozwoli na równomierne topienie elektrody i materiału, tworząc estetyczną i wytrzymałą spoinę. Obserwujcie jeziorko spawalnicze powinno być ono stabilne i mieć odpowiednią wielkość. Zbyt wolne prowadzenie to także częsta przyczyna "przyklejania" się elektrody, ponieważ metal zbyt szybko stygnie wokół niej.
Unikaj błędów: Rozwiązania dla początkujących spawaczy
Każdy początkujący spawacz popełnia błędy to naturalna część procesu nauki. Ważne jest, aby umieć je zidentyfikować, zrozumieć ich przyczyny i wiedzieć, jak je skorygować. W tej sekcji omówię najczęstsze problemy i podpowiem, jak sobie z nimi radzić, abyście mogli szybko doskonalić swoje umiejętności.
Problem: Elektroda ciągle się przykleja. Rozwiązanie krok po kroku
To jeden z najbardziej frustrujących problemów dla początkujących. Przyczyny mogą być różne, ale najczęściej to: zbyt niski prąd spawania, zbyt krótki łuk, zbyt szybkie prowadzenie elektrody lub brudny materiał. Rozwiązanie:
- Zwiększ prąd spawania o 5-10 amperów.
- Upewnij się, że używasz funkcji Hot Start i Anti Stick (jeśli Twoja spawarka je posiada).
- Ćwicz zajarzanie łuku metodą pocierania i staraj się utrzymać stałą, krótką długość łuku.
- Dokładnie oczyść materiał przed spawaniem.
Problem: Spoina jest nierówna i "porowata". Analiza przyczyn
Nierówna, poszarpana spoina z widocznymi pęcherzami (porami) to znak, że łuk był niestabilny lub do jeziorka spawalniczego dostały się zanieczyszczenia. Przyczyny:
- Niestabilny łuk: Zbyt długi łuk, niestabilna ręka, słaby kontakt masy.
- Niewłaściwa prędkość spawania: Zbyt szybkie lub zbyt wolne prowadzenie.
- Brudny materiał: Rdza, farba, wilgoć, smary.
- Zbyt duża wilgotność elektrody: Elektrody powinny być przechowywane w suchym miejscu.
Problem: Brak wtopienia w materiał. Jak zwiększyć głębokość przetopu?
Brak wtopienia oznacza, że spoina leży tylko na powierzchni materiału, nie łącząc go trwale. To poważny błąd, który sprawia, że spoina jest słaba i łatwo pęka. Przyczyny:
- Zbyt niski prąd spawania.
- Zbyt szybkie prowadzenie elektrody.
- Zbyt duży kąt prowadzenia elektrody (elektroda zbyt mocno pochylona do przodu).
- Zwiększ prąd spawania o 10-20 amperów.
- Zwolnij prędkość prowadzenia elektrody, dając metalowi czas na stopienie się i połączenie.
- Upewnij się, że kąt prowadzenia elektrody jest optymalny (70-80 stopni).
Opanowanie żużlu: Kiedy i jak go usuwać, by zobaczyć efekt swojej pracy?
Żużel to warstwa zastygłego materiału, która tworzy się na powierzchni spoiny podczas spawania elektrodą otuloną. Chroni on jeziorko spawalnicze przed utlenianiem i spowalnia stygnięcie. Żużel usuwajcie zawsze po ostygnięciu spoiny! Nigdy nie próbujcie go zdrapywać, gdy spoina jest jeszcze gorąca. Użyjcie młotka do usuwania żużlu (tzw. młotka spawalniczego) i szczotki drucianej. Delikatnie opukujcie spoinę, a następnie oczyśćcie ją szczotką. Dopiero po usunięciu żużlu będziecie mogli ocenić prawdziwą jakość Waszej pracy.
Przeczytaj również: Jak zrobić spawarkę DIY? Poradnik, koszty i bezpieczeństwo
Rozwijaj umiejętności: Od pierwszych iskier do solidnych spoin
Opanowanie podstaw to dopiero początek! Spawanie to umiejętność, którą doskonali się przez lata praktyki. Nie zniechęcajcie się początkowymi niepowodzeniami każdy mistrz kiedyś zaczynał. Kluczem jest regularna praktyka, eksperymentowanie i ciągłe dążenie do perfekcji. Teraz, gdy macie już za sobą pierwsze próby, pokażę Wam, jak kontynuować naukę i rozwijać swoje umiejętności.
Pierwsze ćwiczenia praktyczne: napawanie ściegów na płaskiej blasze
Najlepszym sposobem na doskonalenie techniki jest powtarzanie podstawowych ruchów. Oto proste ćwiczenia, które pomogą Wam nabrać wprawy:
- Proste ściegi: Na płaskiej blasze (np. kawałku stali o grubości 3-5 mm) starajcie się układać proste, równoległe ściegi. Skupcie się na utrzymaniu stałej długości łuku, kąta prowadzenia i prędkości. Nie spieszcie się.
- Ściegi na zakładkę: Po opanowaniu prostych ściegów, spróbujcie układać je tak, aby każdy kolejny ścieg lekko zachodził na poprzedni. To pomoże Wam wizualizować "wypełnianie" powierzchni.
- Zmiana kierunku: Ćwiczcie zmianę kierunku prowadzenia elektrody w trakcie spawania, np. tworząc zygzaki lub okręgi. To poprawi Waszą kontrolę nad jeziorkiem spawalniczym.
Pamiętajcie, że celem tych ćwiczeń jest wyrobienie sobie "czucia" łuku i kontroli nad elektrodą.
Krok dalej: Łączenie dwóch elementów, czyli spawanie pachwinowe
Gdy poczujecie się pewnie w napawaniu ściegów, kolejnym naturalnym krokiem jest spawanie pachwinowe. Polega ono na łączeniu dwóch elementów pod kątem prostym (np. w kształcie litery "T" lub "L"). To podstawowa technika łączenia konstrukcji. W tym przypadku musicie skupić się na równomiernym rozprowadzaniu ciepła na oba łączone elementy i odpowiednim wypełnieniu "kąta". Zacznijcie od cienkich blach i stopniowo przechodźcie do grubszych. To ćwiczenie rozwija umiejętność kontroli nad jeziorkiem spawalniczym w bardziej złożonych geometriach.
Autokrytyka kluczem do sukcesu: Jak samodzielnie oceniać jakość swoich spoin?
Umiejętność samodzielnej oceny swojej pracy jest niezwykle ważna. Po każdym spawaniu, po usunięciu żużlu, dokładnie obejrzyjcie swoją spoinę. Na co zwracać uwagę?
- Równość i estetyka: Czy spoina jest prosta, równa, bez nadmiernych nierówności?
- Brak pęcherzy i porów: Czy na powierzchni spoiny nie ma małych dziurek?
- Kształt i szerokość: Czy spoina ma jednolity kształt i szerokość na całej długości?
- Przetop: Czy widać, że spoina wtopiła się w materiał, a nie tylko leży na powierzchni?
- Podtopienia: Czy krawędzie spoiny nie są podtopione (czyli czy materiał bazowy nie jest "wygryziony" obok spoiny)?
Analizujcie swoje błędy, próbujcie je korygować i nie bójcie się eksperymentować z ustawieniami spawarki czy techniką prowadzenia elektrody.
Kiedy warto pomyśleć o kursie? Sygnały, że domowa nauka to za mało
Samodzielna nauka spawania inwertorowego jest fantastyczna do celów hobbystycznych i domowych napraw. Jednak w pewnym momencie możecie poczuć, że potrzebujecie czegoś więcej. Jeśli planujecie spawać konstrukcje o krytycznym znaczeniu dla bezpieczeństwa, chcecie rozwijać się zawodowo w kierunku spawania, lub po prostu czujecie, że utknęliście i potrzebujecie profesjonalnego wsparcia, warto rozważyć profesjonalny kurs spawania. Podstawowy kurs spawania metodą MMA (tzw. 111) w Polsce to koszt rzędu 2500-4000 zł. Uzyskacie na nim nie tylko certyfikaty, ale przede wszystkim fachową wiedzę i praktyczne wskazówki od doświadczonych instruktorów, co może przyspieszyć Wasz rozwój i otworzyć drzwi do bardziej zaawansowanych projektów.