
Spawanie spawarką inwertorową krok po kroku kompleksowy poradnik dla początkujących
- Spawarki inwertorowe to nowoczesne urządzenia, idealne na start ze względu na lekkość, precyzję i łatwość obsługi, najczęściej w metodzie MMA.
- Kluczowe jest bezpieczeństwo: zawsze używaj odpowiedniej odzieży ochronnej, rękawic i przyłbicy spawalniczej oraz zapewnij wentylację stanowiska.
- Wybór elektrod zależy od materiału i grubości rutylowe są łatwiejsze dla początkujących, zasadowe dają mocniejsze spoiny.
- Prawidłowe ustawienie natężenia prądu (ok. 30-40 A na 1 mm grubości materiału) jest fundamentem udanej spoiny.
- Technika spawania obejmuje przygotowanie materiału, zajarzenie łuku (metodą "pukania" lub "rysowania") oraz utrzymanie stałego kąta, odległości i prędkości elektrody.
- Najczęstsze błędy, takie jak przyklejanie elektrody czy porowatość spoiny, wynikają zazwyczaj z niewłaściwych parametrów lub wilgoci i są łatwe do skorygowania.
Czym różni się spawarka inwertorowa od transformatorowej?
Zacznijmy od podstaw, abyś zrozumiał, dlaczego spawarka inwertorowa jest tak często polecana. Spawarki transformatorowe to starsza technologia, często ciężkie i duże urządzenia, które przetwarzają prąd sieciowy w sposób mniej efektywny. Spawarki inwertorowe, z drugiej strony, to nowoczesne maszyny, które dzięki zaawansowanej elektronice przetwarzają prąd przemienny na prąd stały o wysokiej częstotliwości. To sprawia, że są one znacznie lżejsze, bardziej kompaktowe, a co najważniejsze oferują precyzyjniejszą kontrolę nad procesem spawania. Są również bardziej energooszczędne, co jest istotne w domowym warsztacie.Zrozumieć metodę MMA czyli jak działa spawanie elektrodą otuloną?
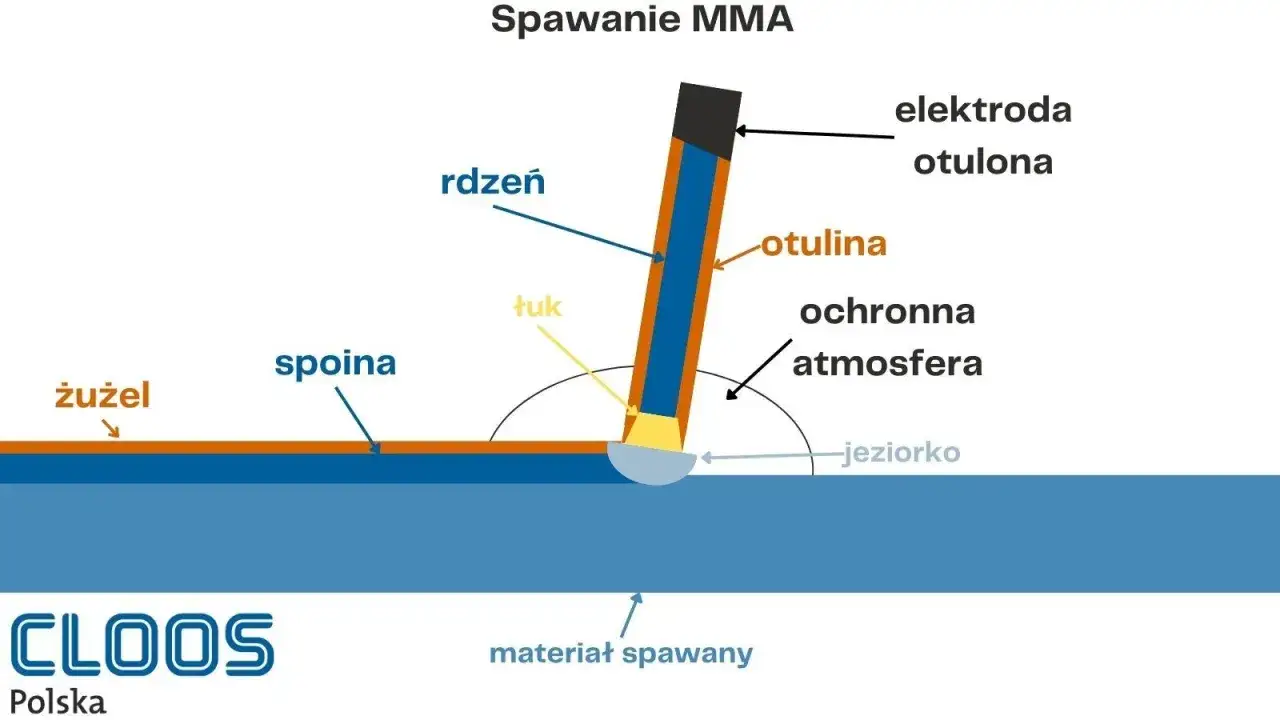
Kiedy mówimy o prostych spawarkach inwertorowych, najczęściej mamy na myśli spawanie metodą MMA (Manual Metal Arc), czyli spawanie elektrodą otuloną. To właśnie ta metoda jest najpopularniejsza i najłatwiejsza do opanowania na początku. Polega ona na tym, że między końcówką elektrody otulonej a spawanym materiałem powstaje łuk elektryczny. Wysoka temperatura łuku topi zarówno materiał, jak i rdzeń elektrody, tworząc spoinę. Otulina elektrody odgrywa kluczową rolę topiąc się, wytwarza gazy osłonowe, które chronią jeziorko spawalnicze przed szkodliwym wpływem atmosfery, a także tworzy warstwę żużla, która izoluje spoinę podczas stygnięcia. To naprawdę sprytne rozwiązanie, które pozwala na łączenie metali w wielu warunkach.
Mobilność i precyzja: dlaczego inwerter wygrywa w domowym warsztacie?
Dla każdego majsterkowicza czy hobbysty, który chce rozpocząć swoją przygodę ze spawaniem, spawarka inwertorowa to strzał w dziesiątkę. Oto dlaczego:
- Niesamowita mobilność: Są lekkie i kompaktowe. Możesz je łatwo przenosić z miejsca na miejsce, co jest nieocenione, gdy spawasz w różnych zakamarkach warsztatu lub na zewnątrz.
- Precyzyjna kontrola: Inwertory oferują znacznie lepszą kontrolę nad prądem spawania, co przekłada się na stabilniejszy łuk i ładniejsze spoiny, nawet dla początkujących.
- Energooszczędność: Zużywają mniej prądu niż spawarki transformatorowe, co jest korzystne dla Twojego portfela i domowej instalacji elektrycznej.
- Łatwość obsługi: Dzięki funkcjom takim jak Hot Start czy Anti-Stick, spawanie staje się o wiele prostsze, a zajarzanie łuku mniej frustrujące.
- Wszechstronność: Choć skupiamy się na MMA, wiele inwertorów oferuje również możliwość spawania metodą TIG Lift, co daje dodatkowe opcje w przyszłości.
Jak widzisz, zalet jest sporo, a to dopiero początek naszej przygody ze spawaniem!

Bezpieczeństwo przede wszystkim: jak przygotować siebie i stanowisko pracy?
Zanim w ogóle pomyślisz o zajarzeniu łuku, musisz zadbać o swoje bezpieczeństwo. Spawanie to nie zabawa wysokie temperatury, promieniowanie UV, iskry i opary mogą być bardzo niebezpieczne. Nie ma tu miejsca na kompromisy.
Twoja zbroja spawalnicza: Niezbędne elementy odzieży ochronnej
Pamiętaj, że Twoje ciało musi być odpowiednio zabezpieczone. Oto lista podstawowych elementów, które musisz mieć:
- Odzież ochronna: Zapomnij o syntetycznych ubraniach, które łatwo się topią i palą. Postaw na odzież wykonaną z materiałów niepalnych, najlepiej bawełny o grubej gramaturze lub specjalistycznej odzieży spawalniczej. Długie rękawy i nogawki to absolutna podstawa.
- Rękawice spawalnicze: Chronią dłonie przed wysoką temperaturą, iskrami i odpryskami. Muszą być wykonane ze skóry lub innego odpornego materiału i być wystarczająco długie, aby zakrywać nadgarstki.
- Przyłbica spawalnicza: To Twoje najważniejsze narzędzie ochrony. Chroni oczy i twarz przed intensywnym promieniowaniem UV i IR, odpryskami stopionego metalu oraz wysoką temperaturą.
- Obuwie ochronne: Solidne buty, najlepiej z metalowym noskiem, ochronią Twoje stopy przed spadającymi elementami i iskrami.
Oczy masz tylko jedne jaką przyłbicę spawalniczą wybrać?
Przyłbica spawalnicza to absolutny must-have. Promieniowanie UV i IR emitowane podczas spawania jest niezwykle szkodliwe dla oczu i może prowadzić do poważnych, trwałych uszkodzeń. Odpryski stopionego metalu są równie niebezpieczne. Dlatego zawsze, bez wyjątku, używaj przyłbicy. Ja osobiście polecam przyłbice samościemniające. To fantastyczne rozwiązanie, zwłaszcza dla początkujących. Filtr automatycznie ściemnia się w momencie zajarzenia łuku i rozjaśnia po jego wygaszeniu, co pozwala na ciągłe obserwowanie miejsca pracy bez konieczności podnoszenia i opuszczania przyłbicy. To znacznie zwiększa komfort i bezpieczeństwo.
Przygotowanie miejsca pracy: wentylacja i eliminacja zagrożeń pożarowych
Bezpieczeństwo to nie tylko sprzęt, ale i otoczenie. Zawsze spawaj w dobrze wentylowanym pomieszczeniu. Opary spawalnicze zawierają szkodliwe substancje, które mogą negatywnie wpływać na Twoje zdrowie. Otwórz okna, użyj wentylatora lub wyciągu. Kolejna sprawa to zagrożenie pożarowe. Upewnij się, że w pobliżu miejsca spawania nie ma żadnych łatwopalnych materiałów: papieru, tkanin, drewna, rozpuszczalników czy pojemników z gazami. Jeśli musisz spawać w pobliżu takich materiałów, zabezpiecz je niepalnymi osłonami. Zawsze miej pod ręką gaśnicę lub wiadro z piaskiem. Pamiętaj, iskry mogą lecieć na znaczne odległości!
Dobór elektrod: jak wybrać odpowiednie do twojego zadania?
Wybór odpowiedniej elektrody to podstawa sukcesu. Różne elektrody mają różne właściwości i są przeznaczone do różnych zastosowań. Nie ma jednej uniwersalnej elektrody, która sprawdzi się zawsze i wszędzie.
Elektrody rutylowe (R) vs. zasadowe (B) które i kiedy stosować?
Dla początkujących kluczowe są dwa główne typy elektrod:
| Typ elektrody | Charakterystyka i zastosowanie |
|---|---|
| Rutylowe (R) | Są to najbardziej popularne i uniwersalne elektrody, idealne dla początkujących. Charakteryzują się łatwym zajarzaniem i stabilnym łukiem, co sprawia, że spawanie nimi jest prostsze. Dają gładką, estetyczną spoinę, ale o nieco mniejszej wytrzymałości mechanicznej niż elektrody zasadowe. Doskonale nadają się do spawania cienkich materiałów i w każdej pozycji. Żużel łatwo odchodzi. |
| Zasadowe (B) | Wymagają nieco więcej wprawy i wyższych umiejętności od spawacza. Tworzą bardzo wytrzymałe, odporne na pękanie spoiny, co czyni je idealnymi do spawania grubszych, odpowiedzialnych konstrukcji, gdzie wymagana jest wysoka jakość połączenia. Często wymagają suszenia przed użyciem, aby pozbyć się wilgoci z otuliny. Ich łuk jest mniej stabilny, a żużel trudniejszy do usunięcia. |
Na początek zdecydowanie polecam elektrody rutylowe. Kiedy nabierzesz wprawy, możesz spróbować zasadowych.
Jak czytać oznaczenia na elektrodach, by dobrać idealną średnicę?
Na opakowaniu każdej paczki elektrod znajdziesz szereg informacji. Najważniejsze dla nas na tym etapie są zalecane natężenie prądu spawania oraz średnica elektrody. Te dane pomogą Ci dobrać odpowiednie parametry spawarki i upewnić się, że elektroda jest odpowiednia do Twojego zadania.
Praktyczna ściągawka: Grubość materiału a średnica elektrody
Istnieje prosta zasada, która pomoże Ci dobrać średnicę elektrody do grubości spawanego materiału. Zazwyczaj stosuje się elektrodę o średnicy zbliżonej do grubości materiału lub nieco mniejszej. Na przykład:
- Materiał o grubości 1-2 mm: elektroda 1.6 mm lub 2.0 mm
- Materiał o grubości 2-3 mm: elektroda 2.5 mm
- Materiał o grubości 4-6 mm: elektroda 3.2 mm
- Materiał o grubości powyżej 6 mm: elektroda 4.0 mm lub większa
Pamiętaj, że to tylko ogólna zasada. Zawsze warto sprawdzić zalecenia producenta elektrody i dostosować się do konkretnego zadania.
Ustawianie parametrów spawarki inwertorowej: klucz do udanej spoiny
Prawidłowe ustawienie parametrów spawarki to połowa sukcesu. Nawet najlepsza technika nie pomoże, jeśli prąd będzie zbyt niski lub zbyt wysoki. Nie bój się eksperymentować na kawałkach złomu to najlepszy sposób na naukę.
Amperaż bez tajemnic: Prosta zasada doboru natężenia prądu
Najważniejszym parametrem, który musisz ustawić, jest natężenie prądu, czyli amperaż. Moja praktyczna zasada, którą stosuję i polecam, to około 30-40 amperów na każdy 1 milimetr grubości spawanego materiału. Przykładowo, jeśli spawasz blachę o grubości 3 mm, zacznij od około 90-120 A. Dla elektrody 2.5 mm, typowe ustawienia to 50-100 A, a dla 3.2 mm 90-150 A. Pamiętaj, że to punkt wyjścia, a ostateczne ustawienie zależy od rodzaju elektrody, pozycji spawania i Twojego doświadczenia.
Co się stanie, gdy ustawisz za mały lub za duży prąd? Praktyczne przykłady
Niewłaściwe ustawienie prądu to jeden z najczęstszych błędów początkujących. Oto, co się dzieje w praktyce:
-
Za niski prąd:
- Elektroda będzie się ciągle przyklejać do materiału, co jest bardzo frustrujące.
- Łuk będzie niestabilny i trudny do utrzymania.
- Spoina będzie płytka, wąska i nie będzie miała odpowiedniego wtopienia w materiał będzie wyglądać jak "nalepiona" na powierzchnię.
- Żużel będzie trudny do usunięcia.
-
Za wysoki prąd:
- Materiał będzie się przepalać, zwłaszcza cienkie blachy.
- Powstaną dziury w spawanym elemencie.
- Spoina będzie szeroka, płaska i nieregularna, z tendencją do podtopień krawędzi.
- Jeziorko spawalnicze będzie trudne do kontrolowania, a stopiony metal będzie "uciekał".
Dlatego tak ważne jest, aby poświęcić czas na znalezienie optymalnego ustawienia prądu na kawałku złomu, zanim przejdziesz do właściwego projektu.
Funkcje, które ułatwiają życie: Hot Start, Arc Force i Anti-Stick w praktyce
Nowoczesne spawarki inwertorowe są wyposażone w szereg funkcji, które znacząco ułatwiają spawanie, zwłaszcza początkującym. Warto wiedzieć, do czego służą:
- Hot Start: To funkcja, która chwilowo zwiększa prąd spawania w momencie zajarzenia łuku. Dzięki temu łatwiej jest rozpocząć spawanie, a elektroda nie przykleja się tak łatwo do materiału. To ogromna pomoc, gdy dopiero uczysz się zajarzać łuk.
- Arc Force: Ta funkcja stabilizuje łuk spawalniczy. Kiedy łuk staje się zbyt krótki (np. przez przypadkowe zbliżenie elektrody do materiału), Arc Force automatycznie zwiększa prąd, zapobiegając wygaszeniu łuku. Pozwala to na płynniejsze prowadzenie elektrody i bardziej stabilny proces spawania.
- Anti-Stick: Jeśli mimo wszystko elektroda przyklei się do materiału, funkcja Anti-Stick automatycznie obniża prąd do minimalnego poziomu. Dzięki temu elektroda nie nagrzewa się nadmiernie, nie spawa się z materiałem i możesz ją łatwo oderwać, bez ryzyka uszkodzenia uchwytu czy samej spawarki.
Te funkcje to prawdziwe ułatwienie, które pozwala skupić się na technice, a nie na walce ze sprzętem.
Spawanie krok po kroku: od zajarzenia łuku do idealnej spoiny
Teraz, gdy masz już przygotowany sprzęt i ustawione parametry, możemy przejść do sedna samego procesu spawania. Pamiętaj, że praktyka czyni mistrza, więc nie zrażaj się początkowymi niepowodzeniami.
Krok 1: Perfekcyjne przygotowanie materiału dlaczego czystość jest tak ważna?
Zanim zaczniesz spawać, upewnij się, że materiał jest idealnie czysty. Rdza, farba, olej, tłuszcz czy inne zanieczyszczenia na powierzchni spawanego elementu to przepis na katastrofę. Zanieczyszczenia te podczas spawania będą się palić, uwalniać szkodliwe opary i powodować wady spoiny, takie jak porowatość, pęcherze czy brak wtopienia. Użyj szczotki drucianej, szlifierki kątowej lub papieru ściernego, aby dokładnie oczyścić obszar spawania. Czystość to podstawa mocnej i estetycznej spoiny.
Krok 2: Zajarzenie łuku bez stresu technika "pukania" i "rysowania"
Zajarzenie łuku to dla wielu początkujących najbardziej stresujący moment. Istnieją dwie główne techniki:
- Technika "pukania": Delikatnie stuknij końcówką elektrody o materiał, tak jakbyś zapalał zapałkę. Gdy pojawi się iskra i łuk, szybko unieś elektrodę na wysokość około 2-3 mm nad materiał i zacznij prowadzić.
- Technika "rysowania": Przeciągnij elektrodą po materiale, podobnie jak rysujesz kredą po tablicy. Gdy łuk się zajarzy, unieś elektrodę na odpowiednią wysokość.
Niezależnie od wybranej metody, kluczowe jest szybkie uniesienie elektrody na odpowiednią odległość po zajarzeniu łuku. Jeśli będziesz trzymał ją zbyt długo przy materiale, przyklei się. Nie bój się próbować, a z czasem nabierzesz wprawy!
Krok 3: Prawidłowe prowadzenie elektrody kąt, odległość i prędkość
To jest serce całego procesu. Aby uzyskać dobrą spoinę, musisz utrzymywać trzy kluczowe parametry:
- Kąt elektrody: Prowadź elektrodę pod lekkim kątem, około 70-80 stopni do spawanego materiału (w kierunku spawania). Nie trzymaj jej prostopadle.
- Odległość (długość łuku): Utrzymuj krótką i stałą długość łuku, zazwyczaj 2-3 mm. Jeśli łuk będzie zbyt długi, stanie się niestabilny, a spoina będzie porowata i słaba. Jeśli będzie zbyt krótki, elektroda będzie się przyklejać.
-
Prędkość przesuwania: Prowadź elektrodę ze stałą, równomierną prędkością.
- Zbyt szybki ruch: Spowoduje, że spoina będzie wąska, płytka i nie będzie miała odpowiedniego wtopienia.
- Zbyt wolny ruch: Spowoduje, że spoina będzie zbyt szeroka, wypukła i może prowadzić do przegrzania materiału.
Obserwuj jeziorko spawalnicze to stopiony metal, który podąża za elektrodą. Powinno mieć ono stały rozmiar i kształt. Ćwicz na złomie, aby wyczuć odpowiednią prędkość i ruch.
Krok 4: Zakończenie spoiny i poprawne usunięcie żużla
Gdy zbliżasz się do końca spoiny, delikatnie unieś elektrodę, aby wygasić łuk. Nie odrywaj jej gwałtownie. Po zakończeniu spawania poczekaj, aż spoina ostygnie. Nigdy nie uderzaj w gorący żużel, ponieważ może to uszkodzić spoinę. Gdy spoina ostygnie, użyj młotka spawalniczego (lub młotka i przecinaka) oraz szczotki drucianej, aby usunąć warstwę żużla. Dobrze wykonana spoina powinna mieć równomierny kształt i być wolna od żużla.
Najczęstsze błędy początkujących i jak ich unikać
Wszyscy popełniamy błędy na początku, to naturalne. Ważne jest, aby umieć je zidentyfikować i poprawić. Oto kilka najczęstszych problemów, z którymi spotykają się początkujący spawacze.
Problem: Elektroda ciągle się przykleja. Jakie są przyczyny i rozwiązania?
To chyba najbardziej frustrujący problem dla początkujących. Najczęstsze przyczyny to:
- Zbyt niskie natężenie prądu: Zwiększ amperaż o 5-10 A i spróbuj ponownie.
- Zbyt krótki łuk: Po zajarzeniu łuku, zbyt długo trzymasz elektrodę zbyt blisko materiału. Ćwicz szybkie uniesienie elektrody na odpowiednią odległość.
- Wilgotna elektroda: Dotyczy to zwłaszcza elektrod zasadowych. Upewnij się, że elektrody są suche.
Pamiętaj, że funkcja Anti-Stick w Twojej spawarce inwertorowej została stworzona właśnie po to, aby ułatwić oderwanie elektrody, gdy już się przyklei.
Problem: Spoina jest nierówna i "dziurawa" (porowata). Gdzie szukać błędu?
Porowatość spoiny, czyli małe dziurki lub pęcherzyki gazu, to znak, że coś poszło nie tak. Główne przyczyny to:
- Wilgoć w otulinie elektrody: Jest to bardzo częsty problem, szczególnie przy elektrodach zasadowych. Wilgoć zamienia się w parę wodną, która uwięziona w spoinie tworzy pory. Upewnij się, że elektrody są przechowywane w suchym miejscu lub, w przypadku elektrod zasadowych, zostały wysuszone przed użyciem.
- Zanieczyszczenia materiału: Rdza, farba, olej, tłuszcz wszystko to może powodować porowatość. Dokładnie oczyść materiał przed spawaniem.
- Zbyt długi łuk: Powoduje, że gazy osłonowe z otuliny nie chronią skutecznie jeziorka spawalniczego przed powietrzem. Skróć łuk.
- Zbyt duża prędkość spawania: Stopiony metal nie ma czasu na uwolnienie gazów. Zwolnij tempo.
Problem: Spaw nie wnika w materiał (brak przetopu). Jak to naprawić?
Brak przetopu oznacza, że spoina leży na powierzchni materiału, ale nie wtopiła się w niego odpowiednio głęboko, co skutkuje bardzo słabym połączeniem. Przyczyny to zazwyczaj:
- Zbyt niskie natężenie prądu: To najczęstsza przyczyna. Zwiększ amperaż, aby uzyskać odpowiednie wtopienie.
- Zbyt duża prędkość spawania: Elektroda przesuwa się zbyt szybko, nie dając materiałowi czasu na stopienie się. Zwolnij ruch.
- Zbyt gruba elektroda: Czasami użycie zbyt grubej elektrody do cienkiego materiału może utrudnić przetop.
Pamiętaj, że dobra spoina powinna mieć widoczne wtopienie w obydwa spawane elementy.
Pielęgnacja sprzętu: jak dbać o spawarkę inwertorową?
Twoja spawarka inwertorowa to inwestycja, która przy odpowiedniej pielęgnacji posłuży Ci przez wiele lat. Kilka prostych zasad pozwoli Ci cieszyć się nią bezawaryjnie.
Proste zasady konserwacji i czyszczenia urządzenia
Regularne czyszczenie jest kluczowe. Spawarka, pracując, zasysa powietrze do chłodzenia, a wraz z nim kurz i metalowy pył. Ten pył może osadzać się na elementach elektronicznych i prowadzić do przegrzewania lub zwarć. Dlatego:
- Regularnie czyść wnętrze spawarki: Co jakiś czas (w zależności od intensywności użytkowania) otwórz obudowę (po odłączeniu od prądu!) i delikatnie przedmuchaj wnętrze sprężonym powietrzem. Upewnij się, że usunąłeś wszelkie nagromadzone zanieczyszczenia.
- Sprawdzaj przewody: Regularnie kontroluj stan przewodów spawalniczych masowego i elektrodowego. Szukaj przetarć, uszkodzeń izolacji czy luźnych połączeń. Uszkodzone przewody mogą być niebezpieczne i wpływać na jakość spawania.
- Przechowuj w suchym miejscu: Zawsze przechowuj spawarkę w suchym, czystym miejscu, chronionym przed wilgocią i kurzem.
Przechowywanie elektrod jak uniknąć problemów z wilgocią?
Prawidłowe przechowywanie elektrod ma ogromny wpływ na jakość spoiny. Wilgoć jest największym wrogiem elektrod, zwłaszcza zasadowych. Wilgotne elektrody mogą prowadzić do porowatości spoiny i niestabilnego łuku.- Przechowuj w oryginalnym opakowaniu: Po otwarciu paczki, jeśli nie zużyjesz wszystkich elektrod od razu, przechowuj je w szczelnie zamkniętym opakowaniu lub specjalnym pojemniku.
- Suche miejsce: Zawsze trzymaj elektrody w suchym miejscu, z dala od źródeł wilgoci.
- Suszenie elektrod zasadowych: Elektrody zasadowe są szczególnie wrażliwe na wilgoć. Jeśli masz podejrzenia, że mogły zawilgotnieć, przed użyciem należy je wysuszyć w specjalnym piecu do suszenia elektrod lub w piekarniku (zgodnie z zaleceniami producenta, zazwyczaj w temperaturze 250-350°C przez 1-2 godziny).
Dbając o swój sprzęt i elektrody, zapewnisz sobie komfort pracy i wysoką jakość wykonywanych spoin. Pamiętaj, że spawanie to przede wszystkim praktyka i cierpliwość. Nie zrażaj się początkowymi trudnościami, a z każdym kolejnym spawem będziesz coraz lepszy!