
Łatwe podłączenie uchwytu TIG do spawarki inwertorowej kompleksowy przewodnik
- Uchwyty TIG z zaworkiem (typy 17V, 26V) są idealne do spawarek MMA (TIG Lift/Scratch), z gazem podłączanym bezpośrednio do butli.
- Uchwyty z przyciskiem sterującym wymagają dedykowanych spawarek TIG z elektrozaworem i gniazdem sterującym.
- Uchwyt TIG zawsze podłączaj do gniazda ujemnego (-) spawarki, a zacisk masowy do dodatniego (+).
- Do spawania stali czarnej i nierdzewnej używaj czystego argonu (Ar) z przepływem 8-12 l/min.
- Prawidłowy montaż elektrody wolframowej, tulejki, łącznika prądowego i dyszy ceramicznej jest kluczowy.
- Błędna biegunowość (uchwyt do +) szybko zniszczy elektrodę wolframową.

Dlaczego warto rozszerzyć możliwości spawarki inwertorowej o TIG?
Dla wielu hobbystów i małych warsztatów spawarka inwertorowa MMA to podstawowe narzędzie. Jednak jej możliwości można znacząco rozszerzyć, podłączając uchwyt TIG. Moim zdaniem, to jeden z najlepszych sposobów na podniesienie jakości i precyzji wykonywanych prac spawalniczych. Metoda TIG (Tungsten Inert Gas) różni się od MMA przede wszystkim tym, że elektroda wolframowa nie ulega zużyciu, a materiał dodatkowy (drut spawalniczy) jest podawany ręcznie. Dzięki temu uzyskujemy znacznie większą kontrolę nad procesem.
Główne korzyści z podłączenia TIG to przede wszystkim niezwykła precyzja i estetyka spoiny. Spawy są gładkie, czyste i praktycznie pozbawione odprysków, co jest szczególnie ważne przy pracach wymagających wysokiej jakości wizualnej. Metoda TIG doskonale sprawdza się przy spawaniu cienkich materiałów, gdzie MMA mogłoby powodować przepalenia. Jest to również idealne rozwiązanie do łączenia stali nierdzewnej i stali czarnej, zapewniając mocne i trwałe połączenia. Z mojego doświadczenia wynika, że raz spróbowawszy spawania TIG, trudno wrócić do samej metody MMA przy precyzyjnych zadaniach.
Krok 1: Identyfikacja Twojej spawarki i odpowiedniego uchwytu TIG
Zanim przystąpisz do podłączania, kluczowe jest zrozumienie, jaką spawarkę posiadasz i jaki uchwyt TIG będzie do niej odpowiedni. Nie każda spawarka inwertorowa jest taka sama, a prawidłowe dopasowanie sprzętu to podstawa sukcesu. Sprawdź instrukcję obsługi swojej spawarki często znajdziesz tam informację o funkcji TIG Lift (lub Scratch TIG), która pozwala na spawanie TIG za pomocą zwykłej spawarki MMA.
- Uchwyty TIG z zaworkiem w rękojeści (typy 17V, 26V): To najpopularniejsze rozwiązanie, jeśli posiadasz standardową spawarkę MMA, która nie ma wbudowanego elektrozaworu gazu ani gniazda sterującego. Gaz osłonowy (argon) jest w nich kontrolowany manualnie odkręcasz zaworek na palniku, aby gaz zaczął płynąć. Wężyk gazowy z takiego uchwytu podłączasz bezpośrednio do reduktora na butli z argonem. To idealny wybór do spawania metodą TIG Lift/Scratch, która polega na zajarzeniu łuku przez delikatne potarcie lub dotknięcie elektrody o materiał.
- Uchwyty TIG z przyciskiem (sterowaniem): Te uchwyty są przeznaczone do dedykowanych spawarek TIG, które posiadają wbudowany elektrozawór gazu oraz specjalne gniazdo sterujące (np. 2-pinowe, 5-pinowe). Przycisk na uchwycie pozwala na bezstykowe zajarzenie łuku (TIG HF) oraz automatyczne sterowanie wypływem gazu, co znacznie ułatwia pracę i zwiększa komfort spawania. Jeśli Twoja spawarka nie ma tych funkcji, uchwyt z przyciskiem nie będzie działał prawidłowo w zakresie sterowania gazem i łukiem.
Niezależnie od typu uchwytu, zwróć uwagę na standard wtyków prądowych. Najczęściej spotykane to ŁW/ŁP 25 (dla mniejszych spawarek o prądzie do 200A) oraz ŁW/ŁP 35-50 (dla większych urządzeń o prądzie powyżej 200A). Upewnij się, że wtyk uchwytu TIG pasuje do gniazda w Twojej spawarce.
Instrukcja podłączenia krok po kroku dla posiadaczy spawarek MMA (TIG Lift)
Jeśli Twoja spawarka to typowa inwertorowa spawarka MMA, a Ty wybrałeś uchwyt TIG z zaworkiem w rękojeści, oto jak prawidłowo podłączyć cały zestaw:
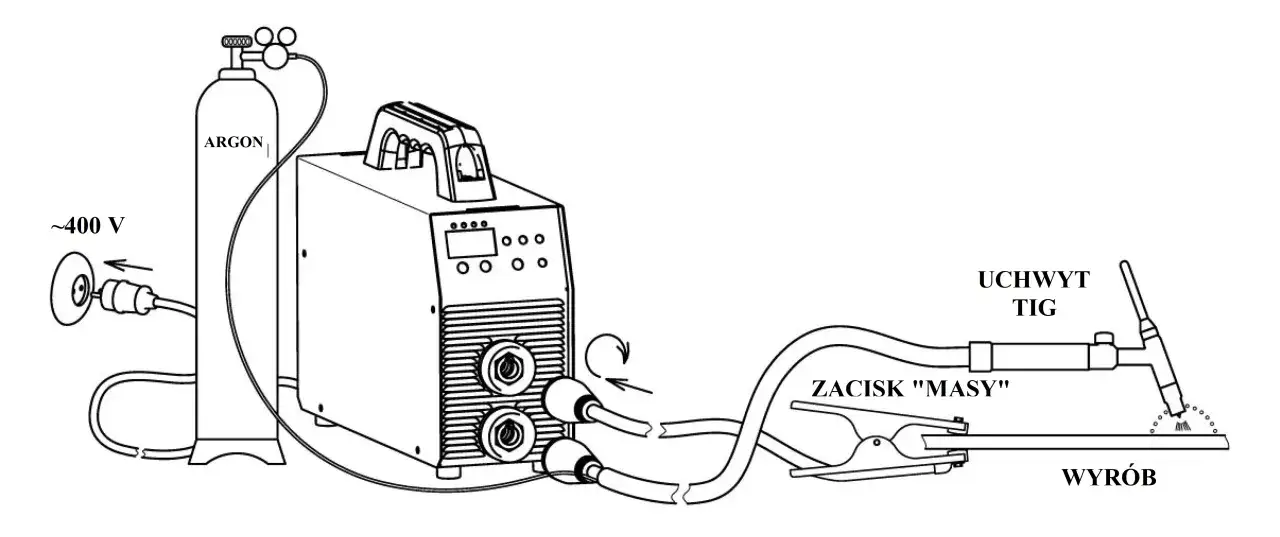
- Podłączenie przewodu prądowego uchwytu TIG: Uchwyt TIG należy zawsze podłączyć do gniazda ujemnego (-) na panelu przednim spawarki. W spawaniu TIG DC (prądem stałym) dla stali czarnej i nierdzewnej, elektroda wolframowa powinna być podłączona do bieguna ujemnego. To kluczowe dla jej trwałości i stabilności łuku.
- Podłączenie przewodu masowego: Zacisk masowy (tzw. "masa") podłącz do gniazda dodatniego (+) spawarki. Pamiętaj, aby zacisk masowy był solidnie przymocowany do spawanego elementu, zapewniając dobry kontakt elektryczny.
- Podłączenie wężyka gazowego: Wężyk gazowy, który wychodzi z uchwytu TIG (zazwyczaj cienki, gumowy), podłącz bezpośrednio do wyjścia reduktora ciśnienia na butli z argonem. Upewnij się, że połączenie jest szczelne, aby uniknąć strat gazu.
-
Montaż części eksploatacyjnych w palniku: W palniku uchwytu TIG zamontuj odpowiednie części:
- Elektroda wolframowa: Wybierz odpowiednią średnicę elektrody do planowanego prądu spawania. Włóż ją do tulejki zaciskowej.
- Tulejka zaciskowa i łącznik prądowy: Tulejka zaciskowa utrzymuje elektrodę. Łącznik prądowy (korpus) to element, który przewodzi prąd do elektrody i przez który przepływa gaz.
- Dysza ceramiczna: Nakręć dyszę ceramiczną na łącznik prądowy. Jej rozmiar wpływa na koncentrację i zasięg osłony gazowej.
Instrukcja podłączenia dla posiadaczy spawarek z funkcją TIG (z elektrozaworem)
Jeśli masz dedykowaną spawarkę TIG z elektrozaworem i gniazdem sterującym, proces podłączenia uchwytu z przyciskiem wygląda nieco inaczej, choć niektóre kroki są podobne:
- Podłączenie przewodu prądowego uchwytu TIG: Podobnie jak w przypadku spawarek MMA, uchwyt TIG podłącz do gniazda ujemnego (-) spawarki. Jest to standard dla spawania prądem stałym (DC) stali czarnej i nierdzewnej.
- Podłączenie przewodu masowego: Zacisk masowy podłącz do gniazda dodatniego (+) spawarki. Upewnij się, że jest dobrze zamocowany do materiału.
- Podłączenie wężyka gazowego od uchwytu: W tym przypadku wężyk gazowy z uchwytu TIG podłączasz do króćca gazowego na panelu przednim (lub tylnym) spawarki. Spawarka, dzięki wbudowanemu elektrozaworowi, będzie automatycznie sterować wypływem gazu po naciśnięciu przycisku na uchwycie. To duża różnica w porównaniu do uchwytów z zaworkiem.
- Podłączenie wtyczki sterującej: Najważniejsza różnica! Wtyczkę sterującą (zazwyczaj 2-pinową, 5-pinową lub inną, w zależności od producenta) z uchwytu TIG wpinasz do odpowiedniego gniazda sterującego na panelu spawarki. To połączenie umożliwia komunikację między uchwytem a spawarką, pozwalając na zajarzenie łuku (często bezstykowe TIG HF) oraz sterowanie gazem za pomocą przycisku.
Pierwsze uruchomienie i ustawienia przed spawaniem
Po prawidłowym podłączeniu wszystkich elementów, zanim zaczniesz spawać, musisz wykonać kilka kluczowych kroków i ustawień. To zapewni bezpieczeństwo i prawidłową jakość spoiny.
-
Podłączenie butli z argonem i reduktora:
Upewnij się, że butla z argonem jest stabilnie zamocowana. Nakręć reduktor ciśnienia na zawór butli, dokręcając go kluczem. Następnie, jeśli jeszcze tego nie zrobiłeś, podłącz wężyk gazowy (z uchwytu lub ze spawarki) do wyjścia reduktora. Odkręć zawór butli, a następnie zawór reduktora, aby gaz mógł płynąć.
- Ustawienie przepływu gazu osłonowego: Na reduktorze ustaw prawidłowy przepływ gazu. Dla spawania TIG stali czarnej i nierdzewnej czystym argonem, zalecany przepływ to zazwyczaj 8-12 litrów na minutę. Dokładna wartość może zależeć od średnicy dyszy ceramicznej, warunków otoczenia (np. przeciągów) i grubości materiału. Zbyt mały przepływ spowoduje zanieczyszczenie spoiny, zbyt duży to niepotrzebne marnowanie gazu.
-
Przygotowanie elektrody wolframowej:
Upewnij się, że elektroda wolframowa jest prawidłowo zaostrzona. Do spawania DC (stali czarnej, nierdzewnej) elektrodę należy zaostrzyć na stożek, co poprawia stabilność łuku i koncentrację ciepła. Długość wystawania elektrody poza dyszę to zazwyczaj 3-5 mm.
-
Zajarzenie łuku metodą TIG Lift/Scratch (dla spawarek MMA):
Jeśli używasz spawarki MMA z uchwytem z zaworkiem, zajarzenie łuku odbywa się metodą TIG Lift lub Scratch.
- TIG Lift: Delikatnie dotknij elektrodą spawanego materiału, a następnie szybko unieś ją na około 1-2 mm. Łuk powinien się zajarzyć.
- TIG Scratch: Delikatnie potrzyj elektrodą o materiał, podobnie jak zapałką, a następnie unieś ją.
-
Ustawienie prądu spawania (amperażu):
Ustaw odpowiedni prąd spawania na swojej spawarce. Amperaż zależy od grubości spawanego materiału i średnicy elektrody wolframowej. Zazwyczaj zaczyna się od niższych wartości i stopniowo zwiększa, obserwując jeziorko spawalnicze. Na przykład, dla blachy 1 mm ze stali nierdzewnej, prąd może wynosić około 40-60A.
Najczęstsze błędy i problemy przy podłączaniu
Nawet doświadczonym spawaczom zdarzają się pomyłki, a początkujący często napotykają na te same problemy. Oto lista najczęstszych błędów i ich rozwiązań:
-
Problem: Brak wypływu gazu lub niestabilny łuk.
- Przyczyna: Najczęściej to kwestia nieprawidłowego podłączenia gazu. Może to być zamknięty zawór na butli, źle ustawiony reduktor, nieszczelność w połączeniach wężyka gazowego, lub w przypadku uchwytu z zaworkiem zamknięty zaworek na rękojeści. Dla spawarek z elektrozaworem problem z podłączeniem wtyczki sterującej lub uszkodzony elektrozawór.
- Rozwiązanie: Sprawdź wszystkie zawory, szczelność połączeń, ustaw prawidłowy przepływ na reduktorze (8-12 l/min). Upewnij się, że wtyczka sterująca jest dobrze wpięta.
-
Problem: Szybkie zużycie elektrody wolframowej, jej topienie się lub "kulkowanie".
- Przyczyna: Najczęstszą przyczyną jest błędna biegunowość uchwyt TIG podłączony do gniazda dodatniego (+) zamiast ujemnego (-). Inne przyczyny to zbyt wysoki prąd spawania dla danej średnicy elektrody, dotykanie elektrody do jeziorka spawalniczego lub brak osłony gazowej.
- Rozwiązanie: Sprawdź i skoryguj biegunowość (uchwyt do -, masa do +). Dobierz odpowiednią średnicę elektrody do prądu spawania. Unikaj dotykania elektrody do spawanego materiału. Upewnij się, że gaz osłonowy płynie prawidłowo.
-
Problem: Spoina jest "brudna", porowata, z widocznymi nalotami.
- Przyczyna: To klasyczny objaw problemu z osłoną gazową. Może to być zbyt mały przepływ argonu, nieszczelność w układzie gazowym, zbyt duża odległość dyszy od materiału, przeciągi w miejscu spawania, lub zanieczyszczenia na spawanym materiale.
- Rozwiązanie: Zwiększ przepływ gazu (do 8-12 l/min), sprawdź szczelność wężyków i połączeń. Upewnij się, że spawasz w miejscu osłoniętym od wiatru. Dokładnie oczyść materiał przed spawaniem.
-
Problem: Brak reakcji przycisku sterującego na uchwycie (w spawarkach z elektrozaworem).
- Przyczyna: Prawdopodobnie wtyczka sterująca nie jest prawidłowo wpięta do gniazda w spawarce lub jest uszkodzona.
- Rozwiązanie: Sprawdź połączenie wtyczki sterującej. Upewnij się, że jest ona kompatybilna ze spawarką.
-
Problem: Trudności z zajarzeniem łuku metodą TIG Lift/Scratch.
- Przyczyna: Niewłaściwa technika zajarzenia, zbyt szybkie uniesienie elektrody lub zbyt duża odległość od materiału. Czasem również zbyt niski prąd spawania.
- Rozwiązanie: Ćwicz technikę delikatne dotknięcie i powolne uniesienie (TIG Lift) lub krótkie potarcie (TIG Scratch). Zwiększ prąd spawania, jeśli jest zbyt niski.