Witaj w kompleksowym przewodniku po spawaniu metodą TIG! Jeśli szukasz sposobu na opanowanie jednej z najbardziej precyzyjnych i cenionych technik spawalniczych, trafiłeś idealnie. Ten artykuł krok po kroku wyjaśni Ci zasady, wymagania sprzętowe i techniki spawania TIG, pomagając Ci zrozumieć, jak osiągnąć perfekcyjne spoiny, nawet jeśli dopiero zaczynasz swoją przygodę ze spawaniem.
Spawanie TIG precyzyjna metoda, którą opanujesz dzięki praktyce i odpowiednim wskazówkom
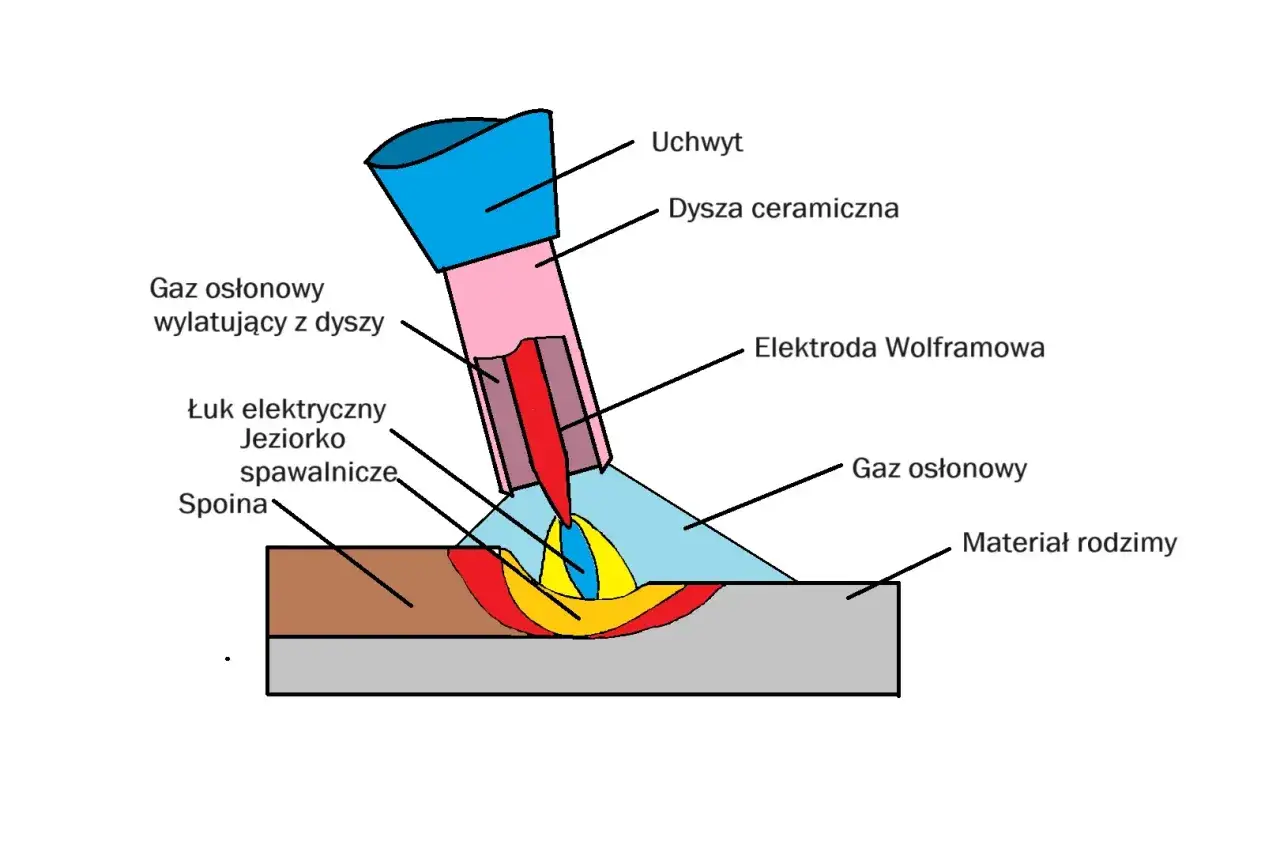
- Spawanie TIG (metoda 141) to technika z nietopliwą elektrodą wolframową, ceniona za wysoką jakość i estetykę spoin.
- Jest uniwersalna pozwala spawać niemal wszystkie metale, w tym stal nierdzewną, aluminium i miedź.
- Kluczem do sukcesu jest odpowiedni dobór sprzętu (spawarka AC/DC, gaz osłonowy, elektrody) i parametrów.
- Praktyka w przygotowaniu materiału, prowadzeniu palnika i podawaniu drutu jest niezbędna do uzyskania idealnej spoiny.
- Należy bezwzględnie przestrzegać zasad bezpieczeństwa, używając przyłbicy, rękawic i zapewniając wentylację.
- Zrozumienie różnic między prądem AC i DC to podstawa efektywnego spawania różnych materiałów.
Spawanie TIG dlaczego warto poznać tę precyzyjną metodę?
Kiedy porównuję spawanie TIG z popularnymi metodami takimi jak MIG/MAG czy MMA, zawsze podkreślam jego unikalne zalety. O ile MIG/MAG świetnie sprawdza się w szybkim spawaniu konstrukcyjnym, a MMA w trudnych warunkach terenowych, to TIG króluje tam, gdzie liczy się niezrównana precyzja, najwyższa jakość i estetyka spoiny. To właśnie dlatego spawanie TIG jest wybierane do zadań wymagających perfekcji, gdzie każdy detal ma znaczenie.
Jedną z kluczowych zalet metody 141 jest możliwość uzyskania spoin bez odprysków i zanieczyszczeń. Proces spawania TIG jest niezwykle czysty, ponieważ elektroda wolframowa jest nietopliwa, a jeziorko spawalnicze jest doskonale chronione przez gaz obojętny. Dzięki temu nie musimy martwić się o późniejszą, czasochłonną obróbkę mechaniczną czy czyszczenie spoiny, co znacząco przyspiesza pracę i obniża koszty. Spoina jest gładka, jednolita i często tak estetyczna, że nie wymaga dalszego szlifowania.
Spawanie TIG jest niezastąpione w pracy z wieloma materiałami, które w innych metodach sprawiają trudności. Z mojego doświadczenia wiem, że to idealny wybór dla:
- Stali nierdzewnej: Pozwala na uzyskanie pięknych, często kolorowych spoin, zachowując odporność na korozję.
- Aluminium: Dzięki prądowi przemiennemu (AC) TIG doskonale radzi sobie z tlenkową warstwą aluminium, zapewniając mocne i czyste połączenia.
- Miedzi: Precyzyjna kontrola ciepła jest kluczowa przy miedzi, a TIG to umożliwia.
- Tytanu: Materiał bardzo reaktywny, wymagający doskonałej osłony gazowej, którą TIG zapewnia.
- Stali węglowych: Nawet w przypadku zwykłej stali, TIG pozwala na uzyskanie spoin o najwyższej jakości i wytrzymałości.
Spawanie TIG co musisz przygotować, zanim zaczniesz?
Zanim przystąpisz do spawania TIG, musisz odpowiednio przygotować swój warsztat i sprzęt. Kluczowe jest zrozumienie oznaczeń na spawarce.
AC/DC:Oznacza możliwość pracy zarówno z prądem przemiennym (AC), jak i stałym (DC). Prąd stały (DC) z biegunowością ujemną jest standardem do spawania stali węglowych, nierdzewnych, miedzi i tytanu, zapewniając głębokie wtopienie. Prąd przemienny (AC) jest niezbędny do spawania aluminium i magnezu, ponieważ zmienna biegunowość pozwala na "czyszczenie" powierzchni metalu z warstwy tlenków.
HF: To skrót od High Frequency, czyli wysokiej częstotliwości. Funkcja HF umożliwia bezstykowe zajarzenie łuku spawalniczego. Dzięki temu nie musisz dotykać elektrody do materiału, co zapobiega jej zanieczyszczeniu i ułatwia rozpoczęcie spawania.
Puls: Funkcja pulsacji prądu. Polega na cyklicznej zmianie natężenia prądu między wartością bazową a szczytową. Jest niezwykle przydatna przy spawaniu cienkich materiałów, ponieważ pozwala na lepszą kontrolę nad ilością wprowadzanego ciepła, minimalizując ryzyko przepalenia i odkształceń.
W spawaniu TIG gaz osłonowy odgrywa absolutnie fundamentalną rolę. Najczęściej stosuje się czysty argon (99,99% lub więcej). Argon jest gazem obojętnym, co oznacza, że nie wchodzi w reakcje chemiczne z jeziorkiem spawalniczym, skutecznie chroniąc je przed dostępem tlenu i azotu z powietrza. To kluczowe dla uzyskania czystej, mocnej i estetycznej spoiny. W specyficznych zastosowaniach, na przykład przy spawaniu grubego aluminium, można używać mieszanek argonu z helem. Hel, ze względu na wyższą energię jonizacji, pozwala na uzyskanie gorętszego łuku, co zwiększa prędkość spawania i głębokość wtopienia.
Wybór odpowiedniej elektrody wolframowej jest równie ważny. Różne typy elektrod są przeznaczone do różnych materiałów i rodzajów prądu. Poniżej przedstawiam krótkie zestawienie:
| Rodzaj elektrody | Zastosowanie |
|---|---|
| Zielona (czysty wolfram) | Prąd zmienny (AC), spawanie aluminium i magnezu. |
| Czerwona (z torem) | Prąd stały (DC), spawanie stali węglowych, nierdzewnych, miedzi, tytanu. |
| Złota (z lantanem) | Uniwersalna, zarówno AC, jak i DC. Dobra do stali, aluminium, tytanu. |

Jako Oliwier Adamczyk zawsze podkreślam: bezpieczeństwo to podstawa! Spawanie TIG, choć precyzyjne, generuje intensywne promieniowanie UV i IR, szkodliwe opary oraz stwarza ryzyko porażenia prądem. Nie wolno o tym zapominać. Dlatego niezbędne jest stosowanie odpowiednich środków ochrony osobistej:
- Automatyczna przyłbica spawalnicza: Koniecznie z odpowiednim stopniem zaciemnienia (zazwyczaj DIN 9-13), chroniąca oczy i twarz przed promieniowaniem i odpryskami.
- Rękawice spawalnicze: Wykonane z grubej skóry, chroniące dłonie przed ciepłem, promieniowaniem i ewentualnymi iskrami.
- Odzież ochronna: Trudnopalna kurtka i spodnie, które osłonią całe ciało. Unikaj syntetyków, które mogą się stopić i przykleić do skóry.
- Wentylacja: Zapewnij skuteczną wentylację w miejscu pracy. Opary spawalnicze, zwłaszcza przy spawaniu stali nierdzewnej czy aluminium, mogą być bardzo szkodliwe dla układu oddechowego. W razie potrzeby używaj systemów odciągu dymów spawalniczych.
Jak ustawić spawarkę TIG? Przewodnik po kluczowych parametrach
Dobór odpowiedniego natężenia prądu (amperażu) jest jednym z najważniejszych parametrów w spawaniu TIG. Zbyt niski prąd nie pozwoli na prawidłowe wtopienie materiału, a spoina będzie płytka i słaba. Z kolei zbyt wysoki prąd może doprowadzić do przepalenia materiału, zwłaszcza cienkich blach. Ogólna zasada, którą stosuję, to około 35-40 amperów na każdy 1 mm grubości stali. Pamiętaj jednak, że to tylko punkt wyjścia ostateczne ustawienie zależy od rodzaju materiału, jego czystości, pozycji spawania i Twojej prędkości.
Prąd stały z biegunowością ujemną (DCEN Direct Current Electrode Negative) to Twój najlepszy przyjaciel przy spawaniu stali węglowych, nierdzewnych, miedzi i tytanu. W tym ustawieniu większość ciepła (około 70%) koncentruje się na spawanym materiale, co zapewnia głębokie wtopienie i stabilny, skupiony łuk. Elektroda wolframowa pozostaje chłodniejsza, co minimalizuje jej zużycie i pozwala na użycie mniejszej średnicy.
Kiedy przychodzi do spawania aluminium i magnezu, musimy przestawić się na prąd przemienny (AC Alternating Current). To kluczowe, ponieważ prąd AC ma zdolność "czyszczenia" powierzchni aluminium z warstwy tlenków, która ma znacznie wyższą temperaturę topnienia niż sam metal. W cyklu AC, podczas półfali dodatniej, elektrony uderzają w elektrodę, a jony dodatnie z gazu osłonowego bombardują powierzchnię materiału, rozbijając warstwę tlenków. Bardzo ważny jest balans AC, który reguluje stosunek czasu trwania półfali dodatniej (czyszczenie) do ujemnej (penetracja). Zazwyczaj ustawia się go w zakresie 60-80% na korzyść półfali ujemnej. Ważna jest też częstotliwość AC, która wpływa na stabilność łuku i skupienie jeziorka wyższa częstotliwość daje węższy i bardziej stabilny łuk.
Funkcje wypływu gazu przed spawaniem (pre-gas) i po spawaniu (post-gas) są niezwykle ważne dla jakości spoiny i żywotności elektrody. Pre-gas to krótki wypływ gazu osłonowego przed zajarzeniem łuku, który ma za zadanie usunąć powietrze z dyszy palnika i zapewnić odpowiednią osłonę jeziorka od samego początku. Zazwyczaj wystarczy 0.2-0.5 sekundy. Post-gas to wypływ gazu po zakończeniu spawania, który chroni krzepnące jeziorko spawalnicze oraz rozgrzaną elektrodę wolframową przed utlenieniem. Jest to szczególnie ważne przy spawaniu stali nierdzewnej, aby uzyskać estetyczną, srebrną spoinę. Czas post-gasu powinien być wystarczająco długi, aby metal i elektroda ostygły w osłonie gazu zazwyczaj 5-10 sekund, w zależności od natężenia prądu i grubości materiału.
Spawanie TIG krok po kroku od przygotowania do perfekcyjnej spoiny
Oto mój sprawdzony przewodnik, który pomoże Ci przejść przez cały proces spawania TIG:
- Perfekcyjne przygotowanie materiału sekret czystego spawu: To absolutna podstawa. Materiał musi być idealnie czysty. Usuń wszelkie ślady brudu, rdzy, farby, oleju, smaru czy innych zanieczyszczeń. Użyj szczotki drucianej (tylko do danego materiału, np. osobna do nierdzewki), szlifierki, a w przypadku tłuszczu odtłuszczacza (np. acetonu). Nawet niewielkie zanieczyszczenia mogą prowadzić do porowatości i osłabienia spoiny.
- Ostrzenie elektrody wolframowej dlaczego kształt ma znaczenie?: Prawidłowo zaostrzona elektroda to klucz do stabilnego łuku i kontroli nad jeziorkiem. Ostrz elektrodę wzdłużnie, na szlifierce z tarczą przeznaczoną tylko do wolframu, uzyskując stożek o kącie około 30-60 stopni. Ostry koniec (jak ołówek) daje skupiony łuk i głębokie wtopienie, idealne do cienkich materiałów. Lekko stępiony koniec jest lepszy do wyższych prądów i szerszego jeziorka. Pamiętaj, aby ostrzyć elektrodę zawsze w jednym kierunku, aby uniknąć nierówności.
- Prawidłowy chwyt i kąt pochylenia palnika: Trzymaj palnik TIG pewnie, ale swobodnie, podobnie jak długopis. Kąt pochylenia palnika względem spawanego materiału powinien wynosić zazwyczaj około 70-80 stopni (lekko pochylony w kierunku spawania). To pozwala na dobrą widoczność jeziorka i efektywną osłonę gazową. Zbyt duży kąt może prowadzić do zanieczyszczenia jeziorka powietrzem, zbyt mały utrudni kontrolę.
- Zajarzenie łuku bezstykowo (HF) jak to zrobić dobrze?: Dzięki funkcji HF, zajarzenie łuku jest proste. Ustaw elektrodę około 2-3 mm nad materiałem, naciśnij przycisk na palniku i łuk zajarzy się bez dotykania. Unikaj zbyt dużej odległości, aby nie utracić osłony gazowej. Jeśli Twoja spawarka nie ma HF, musisz delikatnie dotknąć elektrodą materiału i szybko ją unieść, co jest trudniejsze i może prowadzić do zanieczyszczenia elektrody.
- Prowadzenie jeziorka spawalniczego i technika pchania: Po zajarzeniu łuku, skup się na utworzeniu stabilnego jeziorka spawalniczego. W spawaniu TIG najczęściej stosuje się technikę "pchania" (push), czyli palnik jest pochylony w kierunku spawania. Prowadź palnik powoli i równomiernie, kontrolując rozmiar i kształt jeziorka. Ruchy powinny być płynne i rytmiczne.
- Podawanie drutu jak i kiedy dodawać materiał dodatkowy?: Drut spawalniczy podaje się ręcznie do jeziorka. Kluczem jest rytm i precyzja. Drut powinien być podawany do przedniej części jeziorka, tuż przed elektrodą, i wycofywany, gdy jeziorko jest odpowiednio duże. Nie dotykaj drutem elektrody! Staraj się utrzymywać stałą odległość drutu od łuku, aby nie utracić osłony gazowej. Ćwicz podawanie drutu bez spawania, aby wyrobić sobie odpowiedni rytm.
Unikaj typowych błędów w spawaniu TIG praktyczne wskazówki
Wielu początkujących spawaczy TIG zmaga się z problemem klejenia się i zanieczyszczenia elektrody wolframowej. To frustrujące, gdy elektroda dotknie spawanego metalu lub drutu, powodując jej zanieczyszczenie i niestabilny łuk. Gdy tak się stanie, musisz natychmiast przerwać spawanie, wyłączyć palnik i ponownie zaostrzyć elektrodę. Aby temu zapobiec, ćwicz utrzymywanie stałej, niewielkiej odległości elektrody od jeziorka (około 2-3 mm) i precyzyjne podawanie drutu, tak aby nigdy nie dotknął on elektrody.
Innym częstym problemem jest porowatość spoiny, czyli obecność małych otworków na powierzchni lub wewnątrz spoiny. Jest to zazwyczaj spowodowane niewystarczającą osłoną gazową. Upewnij się, że butla z argonem jest pełna, reduktor działa prawidłowo, a wszystkie połączenia gazowe są szczelne. Sprawdź, czy nie ma przewiewów w miejscu pracy, które mogłyby zdmuchnąć gaz osłonowy. Zbyt duża odległość dyszy od jeziorka lub zbyt szybkie spawanie również mogą prowadzić do utraty osłony. Pamiętaj też o czystości materiału zanieczyszczenia mogą wydzielać gazy podczas spawania, powodując pory.Podtopienia i brak przetopu to błędy świadczące o niewłaściwej kontroli ciepła. Podtopienia to ubytki materiału na krawędzi spoiny, często wynikające ze zbyt wysokiego prądu lub zbyt wolnego prowadzenia palnika. Brak przetopu oznacza, że spoina nie wtopiła się na całą grubość materiału, co osłabia połączenie. To z kolei może być efektem zbyt niskiego prądu lub zbyt szybkiego prowadzenia palnika. Kluczem jest znalezienie złotego środka: odpowiednie natężenie prądu do grubości materiału i stała, równomierna prędkość spawania.
Wielu początkujących denerwuje się, gdy ich spoina wygląda na nierówną i "brzydką". To naturalne na początku. Estetyczna, równa spoina to wynik setek, jeśli nie tysięcy, godzin praktyki. Kluczem jest wypracowanie rytmu i koordynacji ruchów. Ćwicz płynne prowadzenie palnika i regularne podawanie drutu. Zacznij od prostych spoin na płaskiej blasze, a dopiero potem przechodź do bardziej skomplikowanych pozycji i połączeń. Pamiętaj, że każdy spawacz zaczynał od "brzydkich" spoin to część procesu nauki.
Spawanie TIG w praktyce jak radzić sobie z różnymi metalami?
Spawanie stali nierdzewnej metodą TIG to prawdziwa przyjemność, gdy opanujesz podstawy. Nierdzewka wymaga absolutnej czystości wszelkie zanieczyszczenia, nawet te niewidoczne, mogą prowadzić do odbarwień i osłabienia odporności na korozję. Używaj oddzielnych narzędzi (szczotek, tarcz) tylko do stali nierdzewnej. Spawaj prądem stałym (DCEN). Kluczem jest odpowiedni post-gas, który zapewni ochronę krzepnącej spoiny przed utlenieniem, co przełoży się na jej estetyczny, srebrny, a czasem nawet lekko złocisty lub niebieskawy kolor, świadczący o prawidłowej osłonie.
Spawanie aluminiummetodą TIG to jedno z największych wyzwań dla początkujących, ale i najbardziej satysfakcjonujących. Jak już wspomniałem, konieczne jest użycie prądu przemiennego (AC), aby poradzić sobie z tlenkową warstwą na powierzchni aluminium. Musisz nauczyć się kontrolować balans AC i częstotliwość, aby zoptymalizować proces czyszczenia i penetracji. Aluminium ma też wysoką przewodność cieplną i niską temperaturę topnienia, co oznacza, że bardzo szybko się nagrzewa i łatwo przepala. Wymaga to szybkiego spawania i precyzyjnej kontroli ciepła. Często stosuje się elektrody z lantanem (złote) lub czysty wolfram (zielone).
Funkcja pulsu w spawarce TIG jest prawdziwym game changerem, zwłaszcza przy spawaniu cienkich blach. Dzięki niej możesz wprowadzić dużą ilość ciepła w krótkim impulsie, aby szybko utworzyć jeziorko, a następnie zmniejszyć prąd do wartości bazowej, aby materiał ostygł, zanim wprowadzisz kolejny impuls. To chroni materiał przed przepaleniem, minimalizuje odkształcenia i pozwala na znacznie lepszą kontrolę nad jeziorkiem spawalniczym. Pulsacja jest również bardzo pomocna przy spawaniu w pozycjach wymuszonych, gdzie grawitacja utrudnia utrzymanie jeziorka.
Rozwijaj swoje umiejętności w spawaniu TIG co dalej?
Opanowanie spawania TIG to proces, który wymaga czasu i cierpliwości. Oto kilka praktycznych wskazówek, jak efektywnie ćwiczyć w domowym warsztacie:
- Zacznij od prostych spoin: Na początku skup się na spawaniu na płasko, bez materiału dodatkowego (tzw. przetop bez drutu), aby wyćwiczyć stabilność łuku i prowadzenie palnika.
- Ćwicz na złomie: Nie bój się marnować materiału. Kup trochę tanich kawałków stali lub aluminium i spawaj, spawaj, spawaj. Każda spoina to lekcja.
- Nagrywaj się: Jeśli masz taką możliwość, nagrywaj swoje spawanie. Później możesz analizować swoje ruchy, kąty i technikę podawania drutu.
- Analizuj swoje błędy: Po każdej spoinie dokładnie ją obejrzyj. Co poszło nie tak? Dlaczego? Jak możesz to poprawić następnym razem?
- Utrzymuj czystość: Pamiętaj o czystości materiału i sprzętu. To podstawa sukcesu w TIG.
Kiedy poczujesz, że opanowałeś podstawy i chcesz wejść na wyższy poziom, warto rozważyć inwestycję w profesjonalny kurs spawacza TIG (metoda 141). Taki kurs nie tylko usystematyzuje Twoją wiedzę i skoryguje złe nawyki pod okiem doświadczonego instruktora, ale przede wszystkim pozwoli Ci zdobyć certyfikaty. Uprawnienia spawalnicze, takie jak te wydawane przez UDT (Urząd Dozoru Technicznego) czy TÜV, są uznawane w przemyśle i otwierają drzwi do wielu możliwości zawodowych. To inwestycja, która naprawdę się opłaca, jeśli myślisz o spawaniu TIG na poważnie.