
Witaj w kompleksowym poradniku, który krok po kroku przeprowadzi Cię przez świat spawania metodą MIG/MAG. Jeśli dopiero zaczynasz swoją przygodę ze spawaniem lub chcesz udoskonalić swoje umiejętności, ten artykuł dostarczy Ci wszystkich niezbędnych informacji. Moim celem jest pomóc Ci bezpiecznie i efektywnie wykonać Twoje pierwsze spoiny, budując solidne podstawy do dalszego rozwoju w tej fascynującej dziedzinie.
Zacznij spawać MIG/MAG krok po kroku kompletny poradnik dla początkujących
- Metoda MAG z gazem aktywnym (CO2 lub mieszanka Ar/CO2) jest najpopularniejsza dla amatorów spawających stal czarną.
- Alternatywą jest spawanie drutem samoosłonowym, które nie wymaga butli z gazem, ale generuje więcej dymu i żużlu.
- Kluczem do dobrej spoiny jest prawidłowe ustawienie parametrów spawania (napięcie, posuw drutu) oraz czystość materiału.
- Poznaj dwie podstawowe techniki prowadzenia uchwytu: pchanie (do cieńszych materiałów) i ciągnięcie (do grubszych).
- Unikaj najczęstszych błędów, takich jak porowatość, brak przetopu czy przepalenia, diagnozując problemy z gazem, mocą lub czystością.
- Bezpieczeństwo jest najważniejsze zawsze używaj przyłbicy, rękawic i niepalnej odzieży, oraz zapewnij odpowiednią wentylację.
Czym jest metoda MIG/MAG i dlaczego zrewolucjonizowała domowe warsztaty?
Metoda spawania MIG/MAG (Metal Inert Gas / Metal Active Gas) to prawdziwy przełom dla każdego majsterkowicza i hobbysty. Jej popularność w domowych warsztatach wynika z kilku kluczowych zalet. Przede wszystkim jest stosunkowo łatwa do opanowania, nawet dla początkujących. Szybkość spawania, możliwość pracy z różnymi grubościami materiału i uzyskiwanie estetycznych spoin sprawiają, że jest to niezwykle wszechstronna technika. Dzięki niej możesz szybko i sprawnie połączyć elementy stalowe, tworząc trwałe konstrukcje bez konieczności posiadania wieloletniego doświadczenia.
Różnica między MIG a MAG co musisz wiedzieć na start?
W Polsce terminy MIG i MAG są często używane zamiennie, jednak warto znać precyzyjną różnicę. Metoda MIG (Metal Inert Gas) wykorzystuje gazy obojętne, takie jak argon czy hel, i jest przeznaczona głównie do spawania metali kolorowych (np. aluminium) oraz stali nierdzewnej. Z kolei metoda MAG (Metal Active Gas) używa gazów aktywnych, najczęściej dwutlenku węgla (CO2) lub mieszanek argonu z CO2. To właśnie metoda MAG jest dominująca w amatorskich warsztatach w Polsce, ponieważ służy do spawania popularnej stali czarnej, a koszty gazu są znacznie niższe. W tym poradniku skupiamy się głównie na technice MAG, jako najbardziej przystępnej dla początkujących.
Spawanie z gazem czy bez? Poznaj zalety i wady drutu samoosłonowego
Dla tych, którzy cenią sobie mobilność i nie chcą inwestować w butlę z gazem, istnieje popularna alternatywa: spawanie drutem samoosłonowym (FCAW, Flux-Cored Arc Welding). Drut ten zawiera w sobie topnik, który podczas spawania wytwarza gaz osłonowy, eliminując potrzebę zewnętrznego źródła gazu. To rozwiązanie jest idealne do prac w terenie lub na zewnątrz, gdzie wiatr mógłby zdmuchiwać gaz osłonowy. Musisz jednak pamiętać, że spawanie drutem samoosłonowym ma swoje specyficzne cechy.-
Zalety:
- Mobilność: Nie potrzebujesz butli z gazem, co ułatwia transport sprzętu.
- Praca na zewnątrz: Mniej wrażliwe na przeciągi i wiatr.
- Niższe koszty początkowe: Brak zakupu butli i reduktora gazu.
-
Wady:
- Więcej dymu i żużlu: Proces generuje więcej oparów i wymaga usuwania żużlu po spawaniu.
- Potencjalnie niższa jakość spoiny: Spoiny mogą być mniej estetyczne i mieć nieco gorsze właściwości mechaniczne niż te wykonane metodą MAG z gazem.
- Większa ilość odprysków: Często towarzyszy mu większe rozbryzgiwanie metalu.
Decyzja, czy spawać z gazem, czy bez, zależy od Twoich potrzeb i priorytetów. Ja osobiście preferuję MAG ze względu na jakość spoiny, ale rozumiem, że drut samoosłonowy ma swoje zastosowania.

Gotowy do spawania? Sprawdź, co musisz mieć w warsztacie
Wybór migomatu na co zwrócić uwagę przy pierwszym zakupie?
Wybór pierwszego migomatu może wydawać się skomplikowany, ale dla początkujących liczą się przede wszystkim prostota obsługi i odpowiedni zakres mocy. Na start szukaj urządzenia, które ma intuicyjne sterowanie, najlepiej z synergicznymi ustawieniami, które same dobierają parametry po wybraniu grubości materiału i średnicy drutu. Ważne jest, aby migomat miał moc wystarczającą do typowych prac domowych i warsztatowych, czyli spawania blach o grubości od 1 do około 5-6 mm. Nie musisz od razu kupować najdroższego sprzętu dobry migomat inwertorowy o mocy 180-200A w zupełności wystarczy na początek.
Butla z gazem i reduktor: Jaki gaz wybrać do spawania stali czarnej (CO2 vs Mieszanka)?
Jeśli zdecydujesz się na spawanie metodą MAG, butla z gazem osłonowym jest niezbędna. Do spawania stali czarnej masz dwie główne opcje. Najpopularniejszym i najtańszym wyborem dla amatorów jest czysty dwutlenek węgla (CO2). Jest łatwo dostępny i ekonomiczny, choć może generować nieco więcej odprysków. Alternatywą są mieszanki argonu z CO2 (np. 82% Ar / 18% CO2). Dają one bardziej stabilny łuk, mniej odprysków i estetyczniejsze spoiny, ale są droższe w zakupie. Na początek CO2 jest w pełni wystarczający i pozwoli Ci opanować podstawy.Drut spawalniczy: Jak dobrać średnicę do grubości materiału?
Dobór odpowiedniej średnicy drutu spawalniczego jest kluczowy dla jakości spoiny. Ogólna zasada jest taka, że do cieńszych materiałów używamy cieńszego drutu, a do grubszych grubszego. Dla typowych prac domowych i warsztatowych, gdzie spawasz blachy o grubości 1-5 mm, najczęściej stosuje się drut o średnicy 0,8 mm. Jeśli planujesz spawać grubsze elementy, np. powyżej 4-5 mm, możesz rozważyć drut 1,0 mm. Zawsze upewnij się, że Twój migomat jest przystosowany do danej średnicy drutu.
Niezbędne wyposażenie BHP: Przyłbica, rękawice i odzież ochronna to podstawa
Bezpieczeństwo podczas spawania jest absolutnym priorytetem. Nigdy nie lekceważ zagrożeń i zawsze używaj odpowiedniego sprzętu ochronnego. Oto, co musisz mieć:
- Przyłbica spawalnicza: Koniecznie z automatycznym filtrem zaciemniającym. Chroni oczy i twarz przed intensywnym promieniowaniem UV i IR oraz odpryskami. Upewnij się, że filtr ma odpowiednie zaciemnienie (najczęściej DIN 9-13).
- Rękawice spawalnicze: Grube, skórzane rękawice chronią dłonie przed wysoką temperaturą, iskrami i odpryskami.
- Niepalna odzież ochronna: Bawełniana bluza z długim rękawem, spodnie bez mankietów. Unikaj syntetycznych materiałów, które łatwo się topią i mogą przykleić się do skóry.
- Obuwie ochronne: Zakryte, najlepiej skórzane buty, chroniące stopy przed upadającymi gorącymi elementami.
Pamiętaj, że promieniowanie łuku spawalniczego jest niezwykle szkodliwe dla oczu i skóry. Nawet krótkotrwałe narażenie może prowadzić do poważnych poparzeń.
Ustawienia migomatu przepis na idealną spoinę krok po kroku
Podłączenie i przygotowanie urządzenia do pracy
Zanim zaczniesz spawać, upewnij się, że Twój migomat jest prawidłowo podłączony i przygotowany do pracy. Oto kroki, które powinieneś wykonać:
- Podłącz zasilanie: Włącz migomat do gniazdka elektrycznego. Upewnij się, że instalacja elektryczna jest w dobrym stanie i wytrzyma obciążenie.
- Podłącz butlę z gazem: Przykręć reduktor do butli z gazem osłonowym (CO2 lub mieszanka). Następnie podłącz wąż gazowy z reduktora do migomatu. Otwórz zawór na butli, a następnie ustaw odpowiedni przepływ gazu na reduktorze (zazwyczaj 8-12 litrów na minutę).
- Załóż drut spawalniczy: Umieść szpulę z drutem w podajniku migomatu. Przewlecz drut przez rolki podajnika i prowadnicę, aż do uchwytu spawalniczego. Upewnij się, że rolki podajnika są odpowiednio dobrane do średnicy drutu.
- Podłącz przewód masowy: Klamrę masową podłącz do spawanego elementu lub stołu spawalniczego. Upewnij się, że połączenie jest czyste i stabilne, ponieważ słabe połączenie masowe to częsta przyczyna problemów ze spawaniem.
- Sprawdź końcówkę prądową i dyszę gazową: Upewnij się, że końcówka prądowa (tzw. "tip") i dysza gazowa są czyste i niezużyte. W razie potrzeby wymień je.
Magiczny trójkąt parametrów: Napięcie (V), posuw drutu i przepływ gazu
Kluczem do uzyskania dobrej spoiny jest prawidłowe zrozumienie i ustawienie trzech głównych parametrów spawania: napięcia prądu (V), prędkości podawania drutu (m/min) oraz przepływu gazu osłonowego. Te trzy elementy są ze sobą ściśle powiązane. Zwiększając prędkość podawania drutu, zwiększasz jednocześnie natężenie prądu (A). Napięcie wpływa na szerokość i płynność łuku, a przepływ gazu chroni jeziorko spawalnicze przed zanieczyszczeniami z powietrza. Zbyt małe napięcie może powodować "strzelanie" drutu, zbyt duże rozpryski i przepalenia. Zbyt mała prędkość drutu to brak przetopu, zbyt duża "wbijanie się" drutu w materiał. Właściwe zbalansowanie tych parametrów to sztuka, którą opanowuje się z praktyką.
Jak dobrać ustawienia do grubości materiału? Praktyczna ściągawka dla początkujących
Dla ułatwienia, przygotowałem dla Ciebie praktyczną ściągawkę z przykładowymi ustawieniami. Pamiętaj, że są to wartości orientacyjne i mogą wymagać drobnych korekt w zależności od konkretnego migomatu i warunków spawania. Zawsze wykonaj próbne spoiny na kawałku złomu!
| Grubość materiału | Przykładowe ustawienia (Napięcie V / Posuw drutu m/min) |
|---|---|
| 1 mm | 15-16 V / 4-5 m/min |
| 2 mm | 17-18 V / 6-7 m/min |
| 3 mm | 19-20 V / 8-9 m/min |
Zacznij od tych wartości, a następnie koryguj je, obserwując łuk i wygląd spoiny. Jeśli drut "strzela", zwiększ napięcie. Jeśli łuk jest niestabilny i dużo odpryskuje, spróbuj zmniejszyć napięcie lub delikatnie zwiększyć posuw drutu.
Prawidłowe przygotowanie materiału: Klucz do trwałej i czystej spoiny
Nawet najlepszy spawacz i najdroższy sprzęt nie zapewnią dobrej spoiny, jeśli materiał nie będzie odpowiednio przygotowany. To absolutna podstawa! Przed spawaniem musisz usunąć wszelkie zanieczyszczenia: rdzę, farbę, olej, smar, lakier, a nawet wilgoć. Te substancje podczas spawania zamieniają się w gazy, które mogą powodować porowatość spoiny, osłabiając jej wytrzymałość i estetykę. Użyj szlifierki kątowej z tarczą listkową lub szczotką drucianą, aby dokładnie oczyścić złącze do gołego metalu. Czysty materiał to gwarancja trwałej i estetycznej spoiny.
Pierwsze spoiny opanuj techniki prowadzenia uchwytu
Jak prawidłowo trzymać uchwyt spawalniczy? Stabilność to podstawa
Prawidłowe trzymanie uchwytu spawalniczego jest kluczowe dla uzyskania równej i estetycznej spoiny. Uchwyt powinien być trzymany pewnie, ale nie sztywno. Staraj się podeprzeć rękę, na przykład o stół spawalniczy lub o spawany element, aby zapewnić maksymalną stabilność. Ruch powinien wychodzić z nadgarstka i ramienia, a nie tylko z palców. Ćwicz utrzymywanie stałego kąta nachylenia uchwytu i stałej odległości końcówki prądowej od materiału. To wymaga praktyki, ale szybko zobaczysz efekty.
Technika "pchania" czy "ciągnięcia"? Kiedy i którą metodę stosować?
W spawaniu MIG/MAG wyróżniamy dwie podstawowe techniki prowadzenia uchwytu, każda z nich ma swoje zastosowanie:
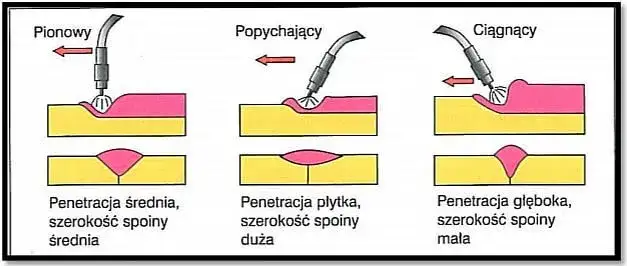
- Technika "pchania" (forehand): Uchwyt jest pochylony w kierunku spawania (kąt około 10-15 stopni). Łuk "pcha" jeziorko spawalnicze przed sobą. Ta technika daje szerszą i płytszą spoinę z mniejszym przetopem. Jest idealna do spawania cieńszych materiałów, gdzie nie chcemy ich przepalić. Spoina jest zazwyczaj gładsza i bardziej estetyczna.
- Technika "ciągnięcia" (backhand): Uchwyt jest odchylony od kierunku spawania (kąt około 10-15 stopni). Łuk "ciągnie" jeziorko spawalnicze za sobą. Ta metoda zapewnia głębsze wtopienie i węższą spoinę. Jest zalecana do spawania grubszych elementów, gdzie wymagane jest solidne połączenie i głęboki przetop.
Dla początkujących często łatwiejsza jest technika pchania, ponieważ pozwala lepiej widzieć jeziorko spawalnicze. Warto jednak opanować obie, aby móc dostosować się do różnych zadań.
Utrzymanie stałej prędkości i odległości: Jak prowadzić palnik, by spoina była równa?
Kluczem do równej i powtarzalnej spoiny jest utrzymywanie stałej prędkości prowadzenia uchwytu oraz stałej odległości końcówki prądowej od materiału. Zbyt szybkie prowadzenie spowoduje wąską spoinę z brakiem przetopu, zbyt wolne szeroką, wypukłą spoinę lub przepalenie materiału. Podobnie, zmienna odległość końcówki od jeziorka spawalniczego będzie skutkować niestabilnym łukiem i nierówną spoiną. Staraj się utrzymywać końcówkę prądową w odległości około 10-15 mm od spawanego elementu. Ćwicz na złomie, aby wypracować sobie płynny i stabilny ruch.
Proste ćwiczenia na start: Jak trenować na kawałkach złomu?
Zanim zabierzesz się za swój pierwszy projekt, poświęć trochę czasu na ćwiczenia na kawałkach złomu. To najlepszy sposób na opanowanie techniki i wyczucie sprzętu:
- Ćwiczenie linii prostych: Na płaskiej blasze spróbuj wykonać proste, równoległe linie. Skup się na utrzymaniu stałej prędkości, kąta i odległości.
- Łączenie płaskowników: Połóż dwa płaskowniki obok siebie i spróbuj je połączyć, wykonując spoinę sczepną, a następnie pełną spoinę.
- Spawanie w różnych pozycjach: Po opanowaniu spawania w pozycji płaskiej, spróbuj spawać w pozycji poziomej, pionowej i nad głową.
- Zmiana parametrów: Eksperymentuj z różnymi ustawieniami napięcia i posuwu drutu, aby zobaczyć, jak wpływają one na wygląd i jakość spoiny.
Spawanie MIG bez frustracji jak unikać i naprawiać typowe błędy
Dlaczego spoina jest "dziurawa" (porowata)? Diagnoza problemu z gazem lub materiałem
Porowatość spoiny, czyli widoczne małe dziurki lub pęcherzyki gazu w spoinie, to jeden z najczęstszych problemów, z którymi borykają się początkujący. Głównymi przyczynami są problemy z gazem osłonowym lub zanieczyszczony materiał. Upewnij się, że przepływ gazu jest odpowiedni (zazwyczaj 8-12 l/min) i że butla nie jest pusta. Sprawdź, czy dysza gazowa nie jest zatkana i czy nie ma przeciągów, które mogłyby zdmuchiwać gaz osłonowy. Równie ważna jest czystość materiału rdza, farba, olej czy wilgoć to pewna recepta na porowatość. Dokładne oczyszczenie powierzchni przed spawaniem to klucz do uniknięcia tego problemu.
Brak przetopu vs. przepalanie materiału: Jak zapanować nad mocą spawarki?
Brak przetopu i przepalanie materiału to dwa przeciwne, ale równie frustrujące problemy, wynikające zazwyczaj z niewłaściwego doboru mocy spawarki i prędkości prowadzenia. Brak przetopu oznacza, że spoina nie wtopiła się wystarczająco głęboko w materiał, co skutkuje słabym połączeniem. Najczęściej jest to spowodowane zbyt małą mocą (za niskie napięcie lub posuw drutu) lub zbyt szybkim prowadzeniem uchwytu. Z kolei przepalanie materiału, czyli tworzenie się dziur w spawanym elemencie, to efekt zbyt dużej mocy (za wysokie napięcie lub posuw drutu) lub zbyt wolnego prowadzenia. Kluczem jest znalezienie złotego środka, czyli optymalnych parametrów dla danej grubości materiału i dostosowanie prędkości prowadzenia. Pamiętaj, że zawsze lepiej zacząć od nieco niższych parametrów i stopniowo je zwiększać.
Co robić, gdy drut przykleja się do końcówki prądowej?
Problem przyklejania się drutu do końcówki prądowej (tzw. "tipa") jest irytujący i może przerywać pracę. Najczęstsze przyczyny to zużyta końcówka prądowa, która traci swoją przewodność, lub nieprawidłowe ustawienia spawarki. Upewnij się, że końcówka prądowa jest czysta i nie jest zbyt mocno nagrzana (co może świadczyć o zbyt wysokim prądzie). Jeśli jest zużyta, po prostu ją wymień. Sprawdź również, czy napięcie i posuw drutu są dobrze dobrane zbyt niska prędkość drutu w stosunku do napięcia może powodować, że drut nie będzie nadążał za łukiem i będzie się przyklejał. Regularne czyszczenie i wymiana końcówek prądowych to podstawa.
Jak ograniczyć ilość odprysków i uzyskać estetyczną spoinę?
Nadmierna ilość odprysków to częsty problem, który nie tylko psuje estetykę spoiny, ale także wymaga dodatkowej pracy przy czyszczeniu. Przyczyny mogą być różne. Po pierwsze, niewłaściwy dobór gazu osłonowego czysty CO2 generuje więcej odprysków niż mieszanki Ar/CO2. Po drugie, nieoptymalne parametry spawania; zbyt wysokie napięcie lub zbyt niska prędkość drutu często prowadzą do rozprysków. Upewnij się również, że materiał jest czysty. Pomocne mogą być również preparaty antyodpryskowe, którymi spryskuje się materiał przed spawaniem oraz dyszę gazową uchwytu. Regularne czyszczenie dyszy i końcówki prądowej również pomoże zminimalizować problem.
Ocena i poprawa spoiny jak osiągnąć perfekcję?
Jak powinna wyglądać prawidłowa spoina? Ocena wizualna
Po wykonaniu spoiny warto poświęcić chwilę na jej wizualną ocenę. Prawidłowa spoina MIG/MAG powinna charakteryzować się kilkoma cechami:
- Równe lico: Powinna być gładka i jednolita na całej długości, bez widocznych nierówności czy wklęśnięć.
- Odpowiednie przetopienie: Spoina powinna być dobrze wtopiona w materiał podstawowy, bez widocznych "niedotopień" na krawędziach.
- Brak widocznych wad: Nie powinny występować pęknięcia, porowatość (dziurki), podcięcia (rowki w materiale obok spoiny) czy nadmierne wypukłości.
- Estetyczny wygląd: Kolor spoiny powinien być jednolity, a jej szerokość i wysokość odpowiednie do grubości materiału.
Z czasem i praktyką nauczysz się szybko oceniać jakość swoich spoin i identyfikować ewentualne problemy.
Podstawowe techniki obróbki spawu: Szlifowanie i czyszczenie
Po spawaniu często konieczna jest obróbka spoiny, aby poprawić jej estetykę i funkcjonalność. Najczęściej wykonuje się następujące czynności:
- Usuwanie żużlu i odprysków: Jeśli spawałeś drutem samoosłonowym, musisz usunąć warstwę żużlu. Odpryski, niezależnie od metody, usuwa się młotkiem spawalniczym lub szlifierką.
- Szlifowanie: Jeśli spoina ma być niewidoczna lub wymaga gładkiej powierzchni, szlifuje się ją szlifierką kątową z tarczą listkową. Pamiętaj, aby szlifować ostrożnie, aby nie osłabić złącza.
- Czyszczenie: Po szlifowaniu warto oczyścić spoinę i jej okolice z pyłu i zanieczyszczeń, np. szczotką drucianą.
Pamiętaj, że obróbka spoiny to element, który wpływa na końcowy wygląd i często również na bezpieczeństwo konstrukcji.
Kiedy spoina jest wystarczająco mocna? Proste testy wytrzymałościowe
W warunkach domowych nie zawsze mamy dostęp do profesjonalnych badań wytrzymałościowych, ale możemy wykonać proste testy, aby ocenić jakość spoiny. Połącz dwa kawałki złomu, a następnie spróbuj je złamać, uderzając młotkiem lub zginając w imadle. Jeśli spoina pęknie w materiale obok, a nie w samym spawie, to znak, że połączenie jest mocne. Jeśli pęknie w spoinie lub w ogóle się nie połączy, to sygnał, że musisz popracować nad techniką lub ustawieniami. Regularne testowanie swoich spoin pomoże Ci budować pewność siebie i umiejętności.

Bezpieczeństwo w warsztacie tego nigdy nie lekceważ!
Największe zagrożenia: Promieniowanie UV, opary, odpryski i porażenie prądem
Spawanie, choć satysfakcjonujące, wiąże się z wieloma zagrożeniami, których nigdy nie wolno lekceważyć. Do największych należą:
- Promieniowanie UV i IR: Łuk spawalniczy emituje intensywne promieniowanie ultrafioletowe i podczerwone, które może spowodować poważne poparzenia oczu (tzw. "naświetlenie") i skóry. Zawsze używaj przyłbicy i odpowiedniej odzieży.
- Opary i dymy spawalnicze: Podczas spawania wydzielają się toksyczne opary i dymy, które mogą zawierać metale ciężkie i szkodliwe gazy. Ich wdychanie jest niebezpieczne dla układu oddechowego.
- Gorące odpryski i iskry: Rozbryzgi stopionego metalu i iskry mogą spowodować oparzenia skóry, zaprószenie oczu lub zaprószenie materiałów łatwopalnych.
- Porażenie prądem: Spawarki to urządzenia elektryczne. Niewłaściwe podłączenie, uszkodzone kable czy praca w wilgotnym środowisku zwiększają ryzyko porażenia prądem.
- Pożar i wybuch: Iskry mogą zaprószyć łatwopalne materiały w warsztacie. Butle z gazem pod ciśnieniem również stanowią potencjalne zagrożenie.
Wentylacja w garażu i warsztacie dlaczego jest tak ważna?
Odpowiednia wentylacja w miejscu spawania jest absolutnie kluczowa dla Twojego zdrowia. Dymy i opary spawalnicze, o których wspomniałem wcześniej, muszą być skutecznie usuwane z Twojego otoczenia. Nigdy nie spawaj w zamkniętym, niewentylowanym pomieszczeniu! Otwórz okna, drzwi, użyj wentylatora wyciągowego lub specjalnego odciągu spawalniczego. Zapewnienie świeżego powietrza to podstawa, aby uniknąć problemów zdrowotnych związanych z długotrwałym wdychaniem szkodliwych substancji.
Przeczytaj również: Spawanie TIG stali czarnej: Jaki drut wybrać? Poradnik eksperta
Podsumowanie zasad BHP: Tego nigdy nie lekceważ!
Bezpieczeństwo to fundament spawania. Zawsze, bez wyjątku, używaj pełnego zestawu środków ochrony indywidualnej: przyłbicy, rękawic, niepalnej odzieży i obuwia. Zadbaj o odpowiednią wentylację w warsztacie. Upewnij się, że sprzęt jest w dobrym stanie technicznym, a kable nie są uszkodzone. Usuń wszelkie materiały łatwopalne z obszaru spawania. Pamiętaj, że jeden moment nieuwagi może mieć poważne konsekwencje. Spawaj odpowiedzialnie!