Ta metoda łączenia stali ma prostą zaletę: pozwala pracować bez butli z gazem, więc dobrze znosi teren, wiatr i szybkie wyjazdy serwisowe. W praktyce opisuję tu, kiedy spawanie drutem samoosłonowym daje przewagę, czym różni się od MIG/MAG, jak ustawić sprzęt, jakie błędy psują spoinę i kiedy lepiej sięgnąć po inny proces.
Ta metoda najlepiej sprawdza się tam, gdzie liczy się mobilność, odporność na wiatr i szybki start pracy
- Nie wymaga zewnętrznego gazu osłonowego, więc łatwiej używać jej w terenie i na budowie.
- Zdecydowana większość popularnych drutów pracuje na biegunowości DCEN, ale kartę techniczną trzeba sprawdzić zawsze.
- Najmocniej błyszczy przy stali konstrukcyjnej, naprawach serwisowych i pracach na zewnątrz.
- Trzeba liczyć się z żużlem, większą ilością odprysków i dodatkowym czyszczeniem spoiny.
- Do cienkiej blachy i prac wymagających bardzo estetycznego lica zwykle lepszy będzie inny proces.
- Kluczowe są: krótki wysięg drutu, technika „ciągnięcia” i właściwe rolki do drutu proszkowego.
Na czym polega ta technika i kiedy naprawdę ma sens
To odmiana spawania łukowego drutem rdzeniowym, w której topnik zamknięty wewnątrz drutu sam tworzy osłonę dla jeziorka spawalniczego. Nie trzeba więc rozstawiać butli, pilnować przepływu gazu ani martwić się każdym podmuchem wiatru. Z tego powodu ta metoda jest bardzo praktyczna przy naprawach ogrodzeń, bram, konstrukcji pomocniczych, maszyn rolniczych i elementów stalowych montowanych w terenie.
Ja traktuję ją jako narzędzie do pracy „tu i teraz”, a nie jako uniwersalny zamiennik wszystkiego. Gdy liczy się mobilność, dojazd z minimalnym wyposażeniem i możliwość spawania poza warsztatem, jej przewaga jest oczywista. Gdy najważniejszy jest wygląd lica i jak najmniejsza obróbka po spawaniu, ta przewaga szybko znika. Żużel trzeba usunąć, a odpryski posprzątać, więc cały proces ma inny charakter niż czysty MIG/MAG.
W praktyce oznacza to jeszcze jedną rzecz: dobry wynik zależy bardziej od prowadzenia palnika i ustawień niż od samego „gazowego czy bezgazowego” skrótu myślowego. Żeby zobaczyć, jak to wygląda w wyborze procesów, najlepiej zestawić je obok siebie.
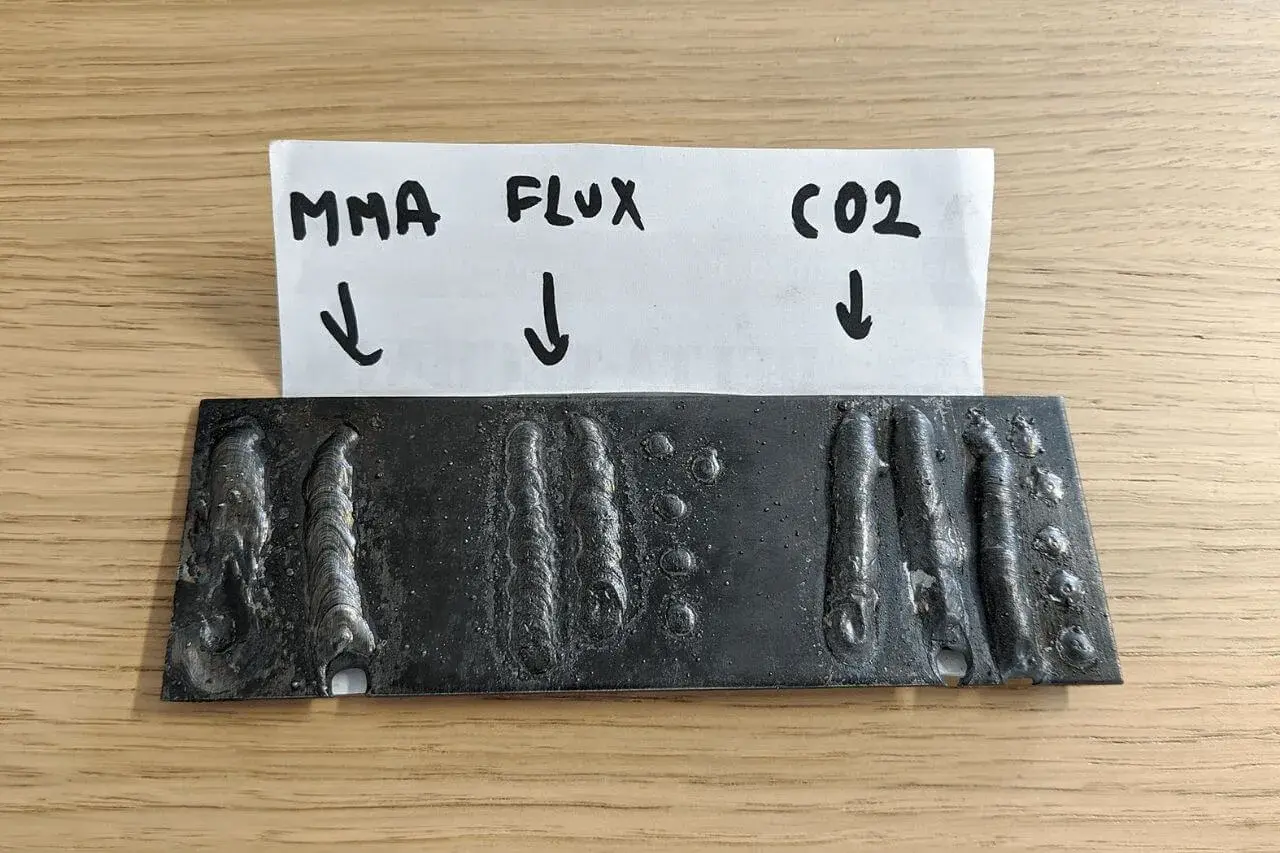
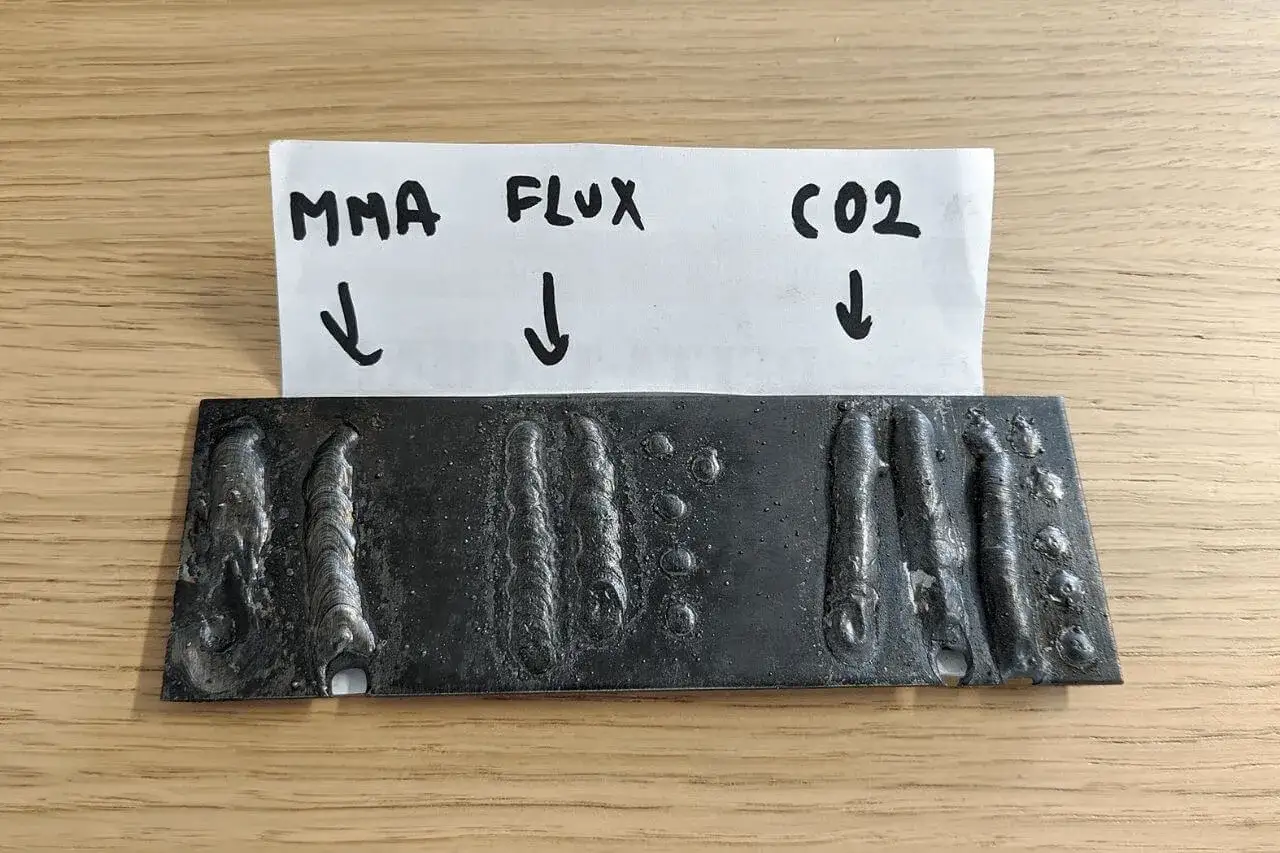
Jak wypada na tle MIG/MAG i elektrody otulonej
Największy błąd początkujących polega na tym, że wrzucają wszystkie metody do jednego worka. Tymczasem różnice są praktyczne, nie teoretyczne. Poniżej zestawiam je tak, jak patrzyłbym na wybór sprzętu na budowie albo w serwisie.
| Cecha | Drut samoosłonowy | MIG/MAG | Elektroda otulona |
|---|---|---|---|
| Gaz osłonowy | Nie | Tak | Nie |
| Odporność na wiatr | Bardzo dobra | Słaba bez osłony | Dobra |
| Mobilność | Wysoka | Średnia, bo dochodzi butla | Wysoka |
| Wygląd spoiny | Poprawny, ale zwykle mniej czysty | Najładniejszy przy dobrych ustawieniach | Poprawny, ale zależny od elektrody |
| Sprzątanie po spawaniu | Więcej żużla i odprysków | Najmniej obróbki | Także wymaga oczyszczania |
| Typowe zastosowanie | Teren, naprawy, stal konstrukcyjna | Warsztat, produkcja, cienkie elementy | Uniwersalne prace montażowe i naprawcze |
| Koszt całkowity | Brak gazu, ale drut bywa droższy | Dochodzi gaz i osprzęt | Tanie materiały, ale więcej odpadów |
Wybór jest więc prosty tylko z pozoru. Jeśli pracujesz na zewnątrz, często zmieniasz lokalizację i nie chcesz wozić butli, drut rdzeniowy wygrywa logistyką. Jeśli robisz spoiny widoczne, na czystej blasze i zależy ci na małej ilości poprawek, MIG/MAG zwykle będzie rozsądniejszy. A jeśli chcesz maksymalnej niezależności od osprzętu, elektroda otulona nadal pozostaje sensowną alternatywą. Następny krok to ustawienie sprzętu tak, żeby nie walczyć z łukiem od pierwszego centymetra.
Jak ustawić sprzęt i prowadzić łuk, żeby nie walczyć ze spoiną
Tu wygrywa precyzja, a nie siłowanie się z urządzeniem. Zaczynam od sprawdzenia biegunowości, bo w przypadku większości drutów samoosłonowych chodzi o DCEN, czyli elektrodę na minusie. To ważne, bo odwrotne podłączenie bardzo szybko daje słabsze wtopienie, więcej odprysków i ogólnie „brzydką” spoinę.
- Dobierz średnicę drutu do zadania. W praktyce popularne są średnice około 0,8-1,1 mm przy lżejszych pracach i 1,7 mm oraz większe przy cięższych konstrukcjach, jeśli podajnik i źródło prądu to obsługują.
- Nie wydłużaj niepotrzebnie wysięgu. CTWD, czyli odległość końcówki prądowej od materiału, zwykle trzyma się krótko i równo. W zależności od drutu i producenta spotyka się zakresy około 16-25 mm.
- Prowadź palnik z lekkim odchyleniem w stronę ruchu, ale techniką ciągnięcia. Dla tej metody „pull” działa zwykle lepiej niż pchanie, bo stabilizuje jeziorko i poprawia osłonę.
- Przetestuj ustawienia na odpadzie. Zbyt niskie napięcie da spoinę „sznurkową” i niestabilny łuk, a zbyt wysokie zwiększy odpryski i spłaszczy lico.
- Użyj rolek i prowadnika zgodnych z drutem proszkowym. Zwykłe, źle dobrane rolki potrafią powodować poślizg i „ptasie gniazdo” w podajniku.
W praktyce patrzę nie tylko na liczby z tabliczki, ale też na dźwięk łuku i sposób, w jaki układa się jeziorko. Jeżeli łuk staje się nerwowy, drut „pcha” materiał zamiast go topić albo odpryski zaczynają dominować nad spoiną, wracam do podstaw: biegunowości, długości wysięgu i czystości materiału. To właśnie te trzy rzeczy najczęściej robią różnicę. Kiedy sprzęt jest już ustawiony, pozostaje pytanie, gdzie ta metoda naprawdę ma przewagę.
Gdzie sprawdza się najlepiej, a gdzie lepiej wybrać inny proces
Wybór zastosowania jest prostszy, jeśli patrzy się na warunki pracy, a nie na samą nazwę procesu. W terenie drut samoosłonowy ma bardzo mocną pozycję, ale nie jest lekarstwem na wszystko.
Najczęściej spotkasz druty klasy E71T-11 i pokrewne odmiany przeznaczone do stali niskowęglowej. Zawsze sprawdzam oznaczenie na szpuli, bo handlowa nazwa bywa mniej ważna niż to, czy dany drut jest przewidziany do pracy we wszystkich pozycjach, czy raczej do spoin płaskich i poziomych.
- Dobry wybór: ogrodzenia, bramy, wsporniki, konstrukcje stalowe, naprawy maszyn, elementy rolnicze i roboty montażowe na zewnątrz.
- Dobry wybór: prace, w których materiał bywa lekko zardzewiały, zabrudzony lub trudno go idealnie przygotować.
- Dobry wybór: sytuacje, w których liczy się szybkie rozstawienie sprzętu bez butli z gazem i bez długiej logistyki.
- Słabszy wybór: cienka blacha, zwłaszcza tam, gdzie łatwo o przepalenie i gdzie liczy się idealne lico.
- Słabszy wybór: elementy dekoracyjne, widoczne detale i spoiny wymagające bardzo małej ilości obróbki po spawaniu.
- Słabszy wybór: materiały inne niż stal, jeśli nie masz pewności co do konkretnej klasy drutu i zaleceń producenta.
W praktyce zdecydowana większość popularnych drutów tego typu jest projektowana pod stal niskowęglową lub niskostopową. Jeśli planujesz pracę na stali nierdzewnej albo aluminium, nie zakładaj z góry, że ta sama szpula wystarczy. W takich przypadkach trzeba spojrzeć w kartę techniczną, a nie w ogólne przyzwyczajenie z warsztatu. I właśnie tu pojawiają się błędy, które najczęściej psują efekt jeszcze zanim spoinę da się ocenić wzrokowo.
Najczęstsze błędy, które psują efekt już po pierwszych centymetrach
W tej metodzie nie trzeba robić wielu rzeczy źle, żeby wynik był rozczarowujący. Wystarczy jeden z poniższych błędów.
- Zła biegunowość. To najprostsza droga do słabego wtopienia i nadmiernych odprysków. Jeśli coś nie gra od razu, sprawdzam to jako pierwsze.
- Zbyt długi wysięg drutu. Im bardziej oddalasz końcówkę od materiału, tym bardziej niestabilny staje się łuk. W praktyce spawa się gorzej i trudniej utrzymać równy ścieg.
- Pchanie zamiast ciągnięcia. W wielu sytuacjach daje to rozlewanie się jeziorka i gorszą kontrolę nad spoiną.
- Za szybki albo za wolny posuw. Zbyt szybki ruch zostawia wąski, niedogrzany ścieg, a zbyt wolny tworzy nadmiar materiału i zbędne nagromadzenie odprysków.
- Brudna powierzchnia. Ta technika znosi więcej niż MIG/MAG, ale nie zastąpi czyszczenia z farby, tłuszczu i grubego nalotu rdzy.
- Zły osprzęt do podawania drutu. Gdy rolki, prowadnik lub końcówka prądowa nie pasują do średnicy i typu drutu, pojawiają się zacięcia, drgania i niestabilny łuk.
Ja zaczynam od krótkiej próby na odpadzie i patrzę na trzy sygnały naraz: czy łuk brzmi równomiernie, czy jeziorko „idzie” za palnikiem i czy żużel odchodzi bez walki. Jeśli któryś z tych elementów wygląda źle, nie szukam winy w spawarce jako takiej, tylko w ustawieniu albo przygotowaniu materiału. To prowadzi już prosto do kwestii bezpieczeństwa, której nie warto traktować po macoszemu tylko dlatego, że nie ma butli z gazem.
Bezpieczeństwo i porządek na stanowisku pracy
Brak zewnętrznego gazu nie oznacza, że ta metoda jest łagodniejsza dla operatora. Dym z topnika, promieniowanie łuku, odpryski i gorący żużel nadal są realnym zagrożeniem. W zamkniętych pomieszczeniach potrzebna jest dobra wentylacja albo odciąg miejscowy, a na zewnątrz trzeba zadbać o osłonę przed przypadkowym rozrzutem iskier.- Przyłbica z odpowiednim filtrem. Chroni oczy i twarz przed promieniowaniem oraz odpryskami.
- Rękawice i odzież z materiału odpornego na iskry. Syntetyki nie są dobrym pomysłem przy tej pracy.
- Porządek wokół stanowiska. Papier, pył, drewno, izolacja i puszki z aerozolem powinny być odsunięte od łuku.
- Kontrola po zakończeniu spawania. Żużel potrafi odpaść po chwili, a drobne zarzewie ognia bywa widoczne dopiero po czasie.
- Czyszczenie spoiny. Po każdym ściegu usuń żużel i oceń, czy pod nim nie ma porowatości albo braku wtopienia.
W pracy budowlanej to szczególnie ważne, bo bardzo łatwo skupić się na samej spoinie i przeoczyć otoczenie. A to właśnie otoczenie często decyduje o tym, czy naprawa będzie szybka i bezpieczna, czy zakończy się dodatkowym przestojem. Na końcu zostaje już tylko praktyczny test: kiedy ta metoda naprawdę wygrywa, a kiedy lepiej nie upierać się przy niej na siłę.
Kiedy ta metoda naprawdę wygrywa na placu budowy
Najkrócej: wygrywa wtedy, gdy warunki są dalekie od idealnych, a sprzęt musi być prosty do transportu i odporny na wiatr. Jeśli pracujesz na zewnątrz, często zmieniasz miejsce, spawasz stal i nie chcesz tracić czasu na butlę, reduktor oraz dodatkowe osłony, to jest bardzo rozsądny wybór. Jeśli natomiast robisz elementy widoczne, cienkie albo wymagające niskiej ilości obróbki po spawaniu, rozsądniej będzie sięgnąć po inny proces.
Moje praktyczne kryterium jest proste: mobilność i odporność na warunki terenowe przemawiają za drutem samoosłonowym, a estetyka, cienki materiał i czystość spoiny za MIG/MAG. Gdy trzymasz się tej zasady, decyzja przestaje być przypadkowa, a staje się techniczna. Wtedy sama metoda pracuje na ciebie, zamiast zmuszać cię do ciągłych poprawek.