Spawanie MAG to jedna z najszybszych i najbardziej praktycznych metod łączenia stali, ale dobrze działa tylko wtedy, gdy zgrasz drut, gaz i ustawienia. W tym tekście pokazuję, jak ta metoda działa w praktyce, kiedy ma przewagę nad innymi technikami, jak dobrać podstawowe parametry i jakie błędy najczęściej psują spoinę.
Najważniejsze rzeczy, które warto wiedzieć o metodzie MAG
- Metoda MAG wykorzystuje drut elektrodowy podawany w sposób ciągły oraz gaz aktywny, który chroni jeziorko spawalnicze przed powietrzem.
- Najczęściej stosuje się ją do stali niestopowych i niskostopowych, zwłaszcza w warsztacie, ślusarstwie i przy konstrukcjach stalowych.
- Największą różnicę robią trzy rzeczy: dobór gazu, grubość drutu i stabilny przepływ osłony gazowej.
- MAG jest szybka i wydajna, ale wietrzne warunki oraz brudny materiał szybko obniżają jakość spoiny.
- W praktyce lepiej zacząć od próbki niż od właściwego detalu, bo drobna korekta napięcia lub podawania drutu potrafi całkowicie zmienić efekt.
Jak działa metoda MAG i dlaczego tak dobrze sprawdza się w stali
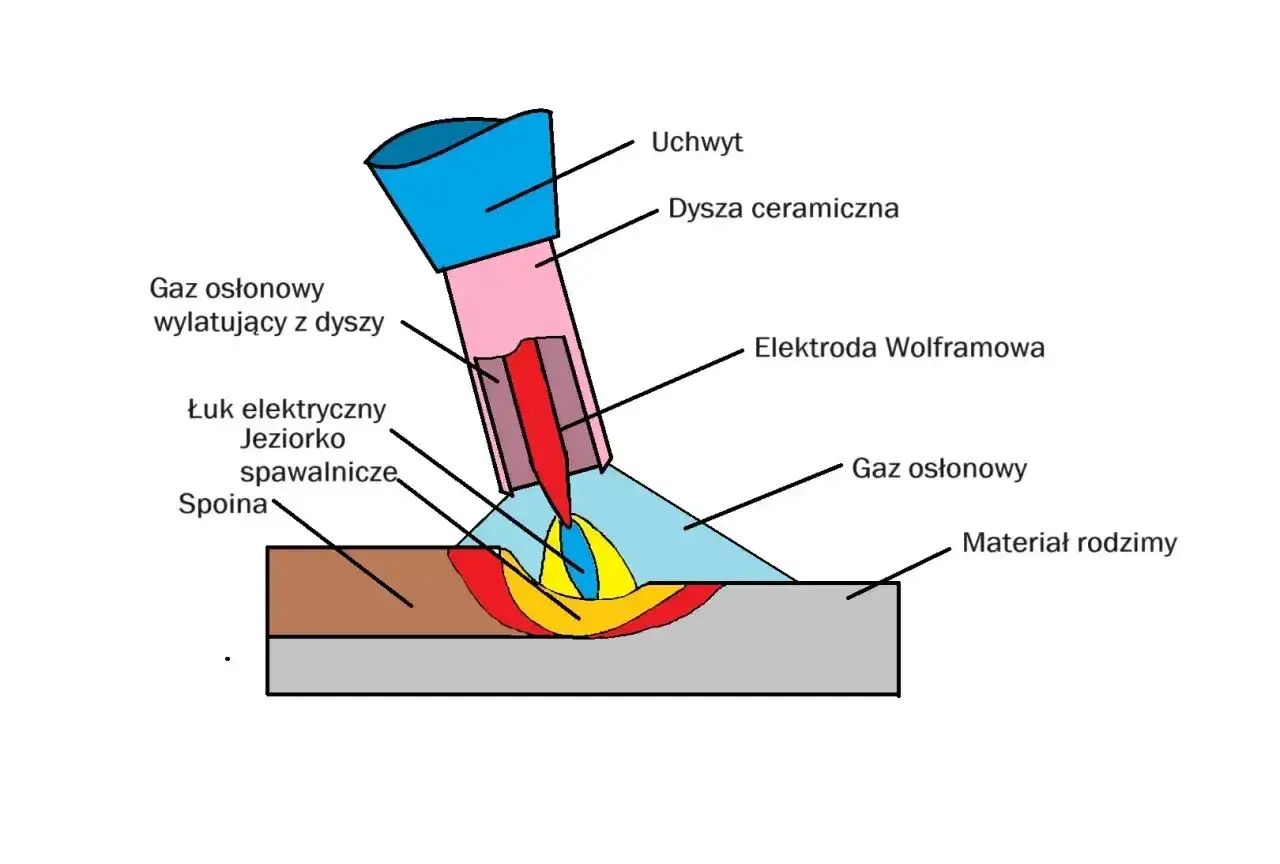
W tej technice łuk jarzy się między końcówką drutu a spawanym elementem, a topiący się drut staje się jednocześnie spoiwem. Kluczowy jest tu gaz aktywny, zwykle dwutlenek węgla albo mieszanka argonu z CO2, który odcina dostęp tlenu do jeziorka spawalniczego i ogranicza utlenianie. W klasyfikacji procesów spotkasz oznaczenie 135 dla MAG z drutem litym, co w praktyce najczęściej oznacza właśnie półautomat do stali.
Ja patrzę na tę metodę przede wszystkim przez pryzmat tempa pracy. Tam, gdzie trzeba wykonać dużo powtarzalnych spoin, MAG daje bardzo sensowny kompromis między wydajnością a jakością. Dobrze sprawdza się przy stalach konstrukcyjnych, ramach, wspornikach, ogrodzeniach, elementach maszyn i detalach wykonywanych seryjnie. Warunek jest jednak prosty: materiał powinien być możliwie czysty, a łuk osłonięty przed przeciągiem.
Najmocniej na wynik wpływają: rodzaj gazu, średnica drutu, napięcie, prędkość podawania drutu i odległość uchwytu od materiału. Jeśli któryś z tych elementów jest ustawiony „na oko”, spoiny zaczynają wyglądać przypadkowo. To właśnie dlatego MAG bywa świetna w rękach osoby, która rozumie podstawy, a frustrująca dla kogoś, kto liczy, że półautomat wszystko zrobi sam. Z tego wynika naturalne pytanie: kiedy MAG jest najlepszym wyborem, a kiedy lepiej sięgnąć po inną metodę.
Kiedy wybrać MAG, a kiedy lepiej postawić na inną metodę
W praktyce nie ma jednej uniwersalnej metody do wszystkiego. MAG wygrywa szybkością i wydajnością, ale inne procesy lepiej radzą sobie w specyficznych warunkach. Jeśli wybierasz technikę pod konkretne zadanie, patrz nie tylko na samą jakość spoiny, lecz także na miejsce pracy, grubość materiału i to, czy robisz pojedynczy detal, czy serię połączeń.
| Metoda | Najlepsze zastosowanie | Mocne strony | Ograniczenia |
|---|---|---|---|
| MAG | Stal konstrukcyjna, elementy warsztatowe, produkcja seryjna | Szybka praca, wysoka wydajność, łatwa automatyzacja | Wrażliwość na wiatr, potrzeba gazu osłonowego, wyższe wymagania co do czystości materiału |
| MIG | Aluminium i inne metale nieżelazne | Dobra jakość przy odpowiednim gazie obojętnym, stabilny łuk | Nie jest podstawowym wyborem do stali konstrukcyjnej |
| TIG | Cienkie materiały, spoiny estetyczne, precyzyjne prace | Najlepsza kontrola nad jeziorkiem i wyglądem spoiny | Wolniejsza praca i wyższe wymagania wobec operatora |
| MMA | Prace terenowe, naprawy w trudnych warunkach, miejsca narażone na przeciąg | Duża mobilność, brak osobnego gazu osłonowego | Mniej wydajna i zwykle bardziej czasochłonna niż MAG |
Jeśli pracujesz przy konstrukcjach stalowych, płotach, ramach, wspornikach albo elementach maszyn, MAG zwykle daje najlepszy stosunek tempa do jakości. Jeśli jednak zależy ci na wyjątkowo czystej, precyzyjnej spoinie albo działasz na cienkiej blasze i chcesz bardzo mocnej kontroli nad ciepłem, TIG potrafi być lepszym wyborem. W terenie, przy wietrze i braku osłony, MMA często okazuje się po prostu pewniejsze. Gdy już wiesz, po co sięgasz po tę metodę, trzeba dobrać jej „osprzęt” tak, żeby łuk był stabilny od pierwszej próby.
Jak dobrać drut, gaz i podstawowe parametry
W MAG nie ma jednego zestawu ustawień do wszystkiego, ale są rozsądne punkty startowe. Najczęściej pracuje się drutem 0,8 mm, 1,0 mm albo 1,2 mm. Cieńszy drut lepiej sprawdza się przy mniejszych grubościach i delikatniejszych spoinach, grubszy daje większą wydajność przy elementach masywniejszych. Do stali najpopularniejsze są mieszanki argonu z CO2, bo zapewniają lepszą stabilność łuku i zwykle mniej odprysków niż czysty CO2, choć ten drugi bywa tańszy i nadal ma swoje miejsce przy prostszych pracach.
| Zadanie | Dobry punkt startowy | Dlaczego to działa |
|---|---|---|
| Cienka stal 1,5-3 mm | Drut 0,8 mm, mieszanka Ar/CO2, przepływ gazu ok. 8-12 l/min | Łatwiej utrzymać kontrolę nad jeziorkiem i ograniczyć przepalenia |
| Stal 4-8 mm | Drut 1,0-1,2 mm, mieszanka Ar/CO2, przepływ gazu ok. 12-16 l/min | Większa wydajność i stabilniejsza praca przy wyższym prądzie |
| Praca w lekkim przewiewie | Osłona stanowiska, krótki łuk, możliwie stabilny przepływ gazu | Gaz aktywny musi naprawdę chronić jeziorko, inaczej pojawią się pory |
Przy doborze gazu lubię trzymać się prostej zasady startowej: średnica drutu w milimetrach razy 10 daje orientacyjny przepływ gazu w l/min. Dla drutu 0,8 mm wychodzi więc około 8 l/min, dla 1,0 mm około 10 l/min, a dla 1,2 mm około 12 l/min. To nie jest święta reguła, tylko punkt wyjścia. Jeśli masz większą dyszę, dłuższy wysięg albo stanowisko narażone na ruch powietrza, trzeba to skorygować. Z drugiej strony zbyt duży przepływ też szkodzi, bo potrafi zawirować osłonę zamiast ją poprawić.
Warto też pamiętać o biegunowości. W większości przypadków półautomat do stali pracuje na prądzie stałym z elektrodą dodatnią na uchwycie, czyli DC+. To drobiazg, który początkujący często pomijają, a później szukają winy w gazie albo drucie. Od właściwego zestawu zaczyna się wszystko, ale równie ważne jest to, jak samą spawarkę ustawisz w praktyce.
Jak ustawić półautomat krok po kroku
Najlepiej zaczynam od przygotowania materiału. Nawet dobry półautomat nie uratuje brudnej stali, farby, zgorzeliny albo tłustej powierzchni. Później sprawdzam drut, kierunek podawania i to, czy końcówka prądowa pasuje do jego średnicy. Dopiero na końcu ustawiam parametry. W praktyce najważniejsze są dwa pokrętła: napięcie i prędkość podawania drutu.
- Oczyść materiał z rdzy, farby, oleju i luźnej zgorzeliny.
- Ustaw właściwy drut, gaz i biegunowość uchwytu.
- Dobierz parametry startowe z tabeli na urządzeniu albo z programu synergicznego.
- Zrób krótką próbę na odpadzie o podobnej grubości.
- Skoryguj łuk: jeśli jest zbyt agresywny, zmniejsz lub zwiększ napięcie i sprawdź efekt ponownie.
- Prowadź uchwyt pod kątem około 10-15 stopni i trzymaj możliwie stałą odległość od materiału.
Na próbce od razu wychodzą rzeczy, które przy właściwym detalu wyszłyby drogo. Jeśli łuk strzela, rozrzuca odpryski i brzmi niestabilnie, zwykle problem leży w napięciu, podawaniu drutu albo osłonie gazowej. Jeśli spoina jest zbyt wypukła i wygląda, jakby tylko leżała na materiale, najczęściej brakuje przetopu. Dla cienkich elementów lepiej prowadzić krótki, kontrolowany łuk niż próbować „nadrobić” wszystko większą ilością materiału. Właśnie takie drobne korekty robią największą różnicę w jakości spoiny, a ich brak szybko prowadzi do typowych wad.
Najczęstsze błędy i jak je szybko rozpoznać
W MAG najwięcej problemów wynika nie z samej metody, tylko z detalów, które na początku wydają się mało ważne. Z mojego doświadczenia wynika, że najbardziej zdradliwe są brudny materiał, przeciąg, zły przepływ gazu i zbyt szybkie odpuszczenie próbnego ustawienia. Poniżej zebrałem błędy, które pojawiają się najczęściej, oraz to, co zwykle trzeba poprawić.
| Objaw | Najbardziej prawdopodobna przyczyna | Co zrobić |
|---|---|---|
| Pory w spoinie | Słaba osłona gazowa, przeciąg, zanieczyszczony materiał | Oczyść powierzchnię, osłoń stanowisko, sprawdź przepływ gazu i szczelność układu |
| Dużo odprysków | Złe napięcie, niepasujący gaz, zbyt długi łuk | Skoryguj napięcie, skróć wysięg drutu, sprawdź mieszankę gazową |
| Spoina „leży” na materiale | Za mały przetop, za mało energii, zbyt szybki posuw | Zwiększ energię łuku lub zwolnij prowadzenie i wykonaj kolejną próbę |
| Przepalenie cienkiej blachy | Za dużo ciepła albo zbyt wolne prowadzenie | Zmniejsz parametry, użyj cieńszego drutu i krótszego łuku |
| Podtopienia na krawędziach | Zbyt wysokie napięcie lub za wolne prowadzenie uchwytu | Delikatnie obniż napięcie i wyrównaj tempo pracy |
| Łuk „szarpie” i przerywa | Problemy z podawaniem drutu, rolkami, końcówką prądową lub zbyt duża odległość od materiału | Sprawdź podajnik, końcówkę, rolki i prowadzenie uchwytu |
Najważniejsze jest to, żeby nie szukać jednej magicznej przyczyny. Jeśli widać pory, nie zawsze winny jest gaz. Czasem problemem jest zabrudzona stal, czasem za długi wysięg, a czasem zwykły przeciąg w hali. MAG jest szybka i wdzięczna, ale nie wybacza chaosu w przygotowaniu. Gdy ten porządek już masz, zaczyna się faza, w której metoda naprawdę pokazuje swoją przewagę.
Gdzie MAG daje największy sens w praktyce
W budownictwie i warsztacie ta metoda wygrywa tam, gdzie liczy się tempo, powtarzalność i łatwość wdrożenia w produkcji. Konstrukcje stalowe, elementy nośne, wsporniki, ramy, regały, bramy, ogrodzenia, podzespoły maszyn i drobne serie detali to naturalne środowisko MAG. To także dobry wybór tam, gdzie proces da się częściowo zautomatyzować albo po prostu powtarzać przez wiele godzin bez ciągłego przestawiania sprzętu.
Ja szczególnie cenię MAG w pracach, w których trzeba utrzymać sensowną wydajność bez rezygnacji z przyzwoitej jakości. Jeśli jednak stanowisko jest narażone na wiatr albo pracujesz w terenie bez możliwości osłonięcia łuku, metoda traci część swojej przewagi. W takich sytuacjach lepiej uczciwie rozważyć MMA albo inne rozwiązanie zamiast walczyć z gazem, który i tak będzie zdmuchiwany. To właśnie ten kompromis najczęściej decyduje o tym, czy metoda ma sens, czy tylko dobrze wygląda na papierze.
Jeżeli zależy ci na spoinach powtarzalnych i ekonomicznych, MAG zwykle będzie bardzo dobrym wyborem. Jeśli zależy ci na maksymalnej estetyce, bardzo cienkim materiale albo pracy w trudnych warunkach atmosferycznych, trzeba już spojrzeć szerzej i dobrać proces do zadania, a nie odwrotnie.
Co naprawdę decyduje o dobrej spoinie metodą MAG
Jeśli miałbym zostawić tylko trzy praktyczne wskazówki, wybrałbym te: czysty materiał, stabilna osłona gazowa i próba na odpadzie przed właściwą spoiną. To nie brzmi efektownie, ale właśnie te elementy najczęściej oddzielają poprawną robotę od spoiny, którą trzeba poprawiać od razu po wykonaniu. Do tego dochodzi jeszcze cierpliwość przy regulacji parametrów, bo niewielka zmiana napięcia lub podawania drutu potrafi kompletnie zmienić charakter łuku.
W praktyce MAG najlepiej działa tam, gdzie ktoś nie traktuje półautomatu jak skrótu do idealnej spoiny, tylko jak narzędzie wymagające porządnego ustawienia. Gdy pilnujesz tych podstaw, metoda jest szybka, przewidywalna i bardzo wygodna w codziennej pracy. Właśnie dlatego tak dobrze pasuje do warsztatu, produkcji i wielu zadań w branży budowlanej.