Najważniejsze rzeczy, które warto wiedzieć przed pierwszą spoiną
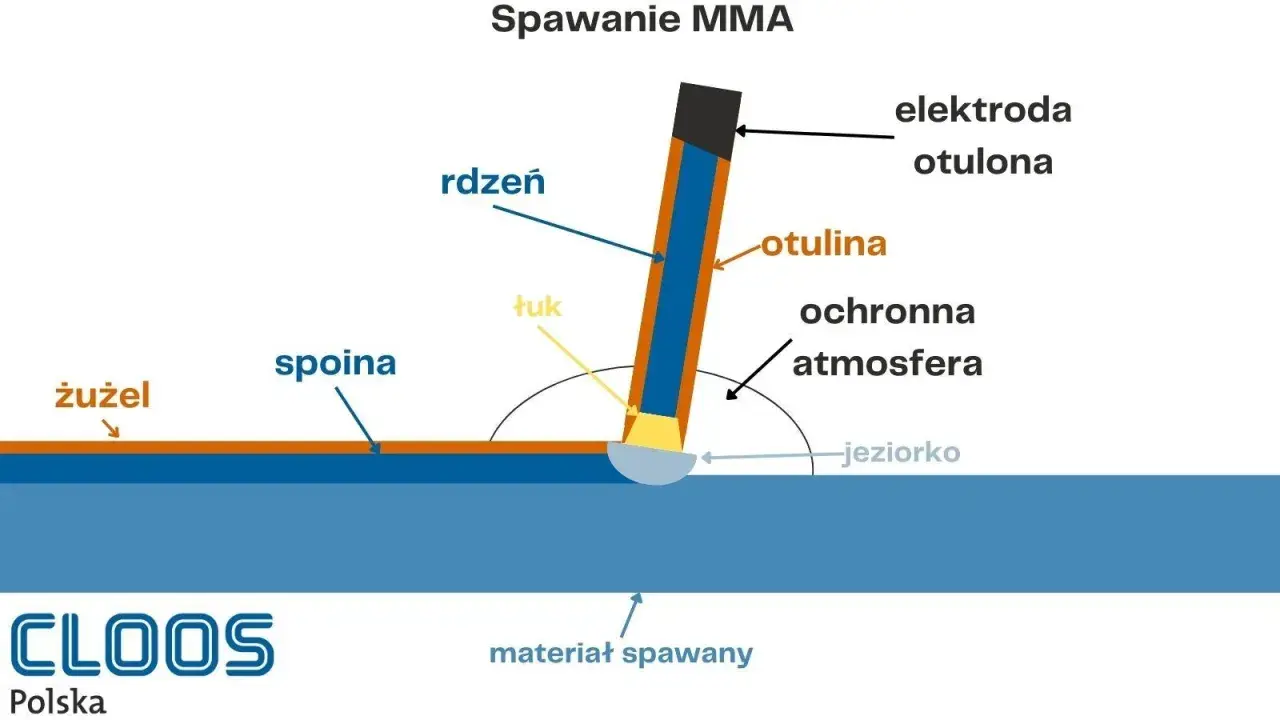
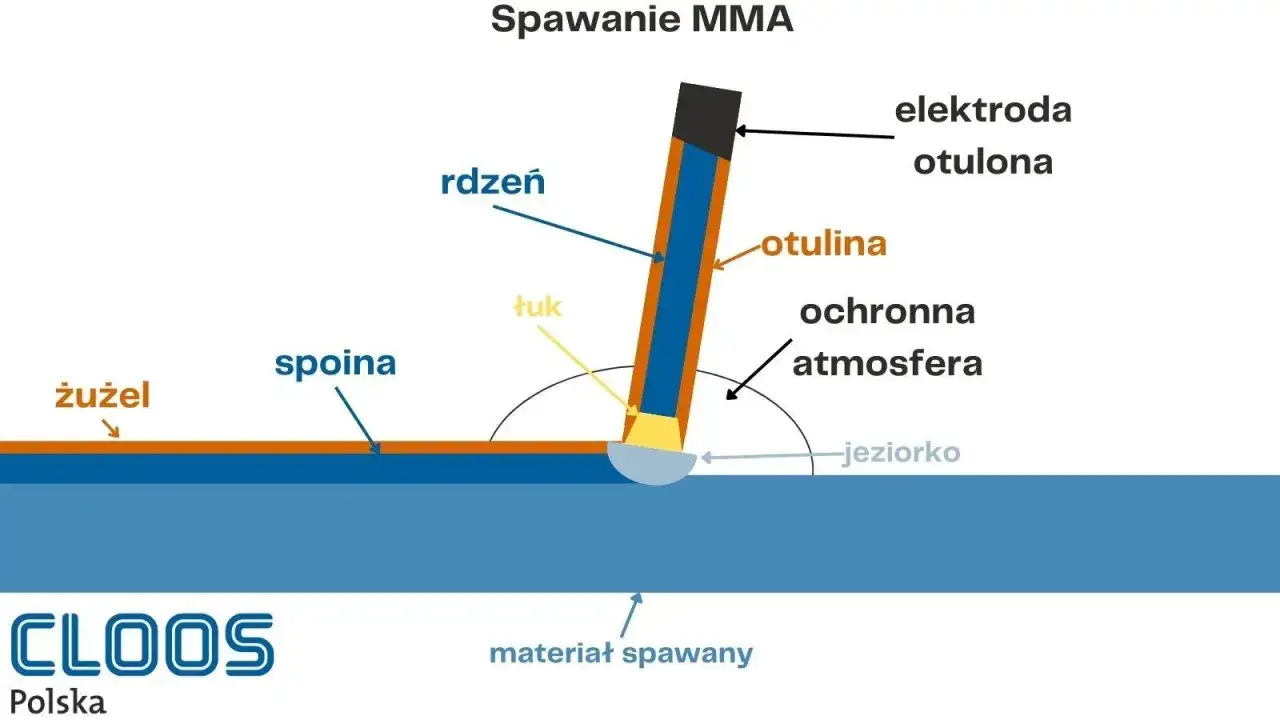
- Rdzeń elektrody topi się i buduje spoinę, a otulina chroni jeziorko i tworzy żużel.
- Najczęstszy punkt startowy to elektroda 2,5 lub 3,2 mm, ale dokładny prąd zależy od typu otuliny i grubości stali.
- Krótki łuk daje stabilniejszą spoinę, mniej odprysków i lepsze wtopienie.
- Czysta powierzchnia i sucha elektroda robią większą różnicę, niż wielu początkujących zakłada.
- MMA wygrywa tam, gdzie liczy się mobilność, prostota i praca w mniej idealnych warunkach.
Na czym polega metoda MMA i dlaczego wciąż jest tak użyteczna
MMA, czyli ręczne spawanie łukowe elektrodą otuloną, działa prosto: między elektrodą a materiałem powstaje łuk, który topi oba elementy i tworzy jeziorko spawalnicze. Sama elektroda jest tu jednocześnie materiałem dodatkowym, a jej otulina po stopieniu wytwarza osłonę gazową i warstwę żużla, która chroni świeżą spoinę przed atmosferą. W dokumentacji technicznej spotkasz też oznaczenie 111, a w angielskiej literaturze nazwę SMAW.
- Metoda dobrze sprawdza się tam, gdzie nie chcesz rozstawiać całego stanowiska z gazem.
- Pozwala spawać w różnych pozycjach, także poza pozycją podolną.
- Jest ceniona przy naprawach, montażu i pracy w terenie, bo sprzęt jest prosty i mobilny.
- Ma też ograniczenia: zostawia żużel, wymaga czyszczenia między ściegami i jest wolniejsza niż wiele procesów drutowych.
Ja traktuję tę metodę jako solidne narzędzie do zadań „z życia”, nie jako zabawkę do efektownych prób. Gdy już wiadomo, jak działa proces, najważniejsza decyzja brzmi: jaką elektrodę i jaki prąd wybrać do konkretnego zadania.
Jak dobrać elektrodę i prąd do materiału
Ja zwykle zaczynam od trzech pytań: jaka to stal, jak gruby jest element i w jakiej pozycji będę spawał. To właśnie od tego zależy, czy lepiej sięgnąć po elektrodę celulozową, rutylową czy zasadową, a także jak ustawić prąd, żeby łuk był stabilny zamiast „przyklejonego” albo zbyt agresywnego.
| Typ elektrody | Co zwykle daje | Kiedy ją wybrać | Na co uważać |
|---|---|---|---|
| Celulozowa, np. E6010 lub E6011 | Głęboki wtop, wąski łuk i mocne „wgryzanie się” w materiał | Korzeń złącza, naprawy terenowe, mniej idealnie przygotowana stal | Wymaga pewnej ręki; E6010 zwykle pracuje na DC+, a E6011 bywa używana także na AC |
| Rutylowa, np. E6013 | Łagodny łuk, łatwe zajarzanie i wygodna nauka techniki | Cieńsza, czysta stal, lekkie naprawy, praca warsztatowa | Nie lubi brudnego materiału i nie daje tak agresywnego wtopienia jak elektrody „digging” |
| Zasadowa niskowodorowa, np. E7018 | Dobre własności mechaniczne i wysoka jakość spoiny | Konstrukcje nośne, elementy o większych wymaganiach jakościowych | Trzeba pilnować suchości i pracować zgodnie z kartą producenta |
Jeśli chodzi o amperaż, traktuję go jako punkt wyjścia, a nie świętą liczbę. Dla wielu elektrod do stali niestopowej orientacyjne zakresy wyglądają tak: 2,0 mm około 50-70 A, 2,5 mm około 60-90 A, 3,2 mm około 80-140 A, a 4,0 mm około 100-180 A. Różnice między otulinami są jednak realne, więc zawsze zaczynam od dolnej części zakresu i koryguję ustawienie małymi krokami, zwykle po 5-10 A.
Gdy elektroda jest już dobrana, liczy się przygotowanie materiału i stanowiska, bo nawet dobra otulina nie uratuje brudnej albo źle ustawionej pracy.
Przygotuj materiał i stanowisko, zanim zajarzysz łuk
Największy błąd początkujących polega na próbie „przepalenia” wszystkiego samą siłą łuku. W MMA czystość nadal ma znaczenie: rdza, farba, zgorzelina i tłuszcz zwiększają ryzyko porowatości oraz braku wtopienia. Nie trzeba doprowadzać każdej krawędzi do stanu laboratoryjnego, ale strefa spawania powinna być realnie oczyszczona.
- Usuń luźną rdzę, farbę i zgorzelinę co najmniej w strefie spoiny.
- Ustaw masę jak najbliżej złącza, żeby skrócić obwód prądu i poprawić stabilność łuku.
- Pracuj w suchych rękawicach i odzieży, która osłania skórę przed odpryskami.
- Zadbaj o wentylację lub odciąg dymów; głowy nie trzymaj nad strefą dymienia.
- Jeśli spawasz przy pojeździe lub elektronice, odłącz zasilanie zgodnie z procedurą stanowiska.
Przy elektrodach zasadowych pilnuję też warunków przechowywania, bo wilgoć psuje ich własności szybciej, niż wielu sądzi. Dobrze przygotowane stanowisko nie daje jeszcze idealnej spoiny, ale usuwa połowę problemów, które później wyglądają jak „wina maszyny”. Następny krok to już sama technika prowadzenia elektrody.

Jak prowadzić łuk, żeby spoina była równa
W praktyce najwięcej robi nie „magia ustawień”, tylko powtarzalność ruchu. Ja celuję w krótki łuk, stabilny kąt prowadzenia i tempo, które nie pozwala jeziorku ani zastygnąć za szybko, ani rozlać się w nadmiernie szeroką kałużę.
- Zajarzaj łuk krótko i od razu wracaj do kontrolowanej odległości między końcem elektrody a materiałem.
- Trzymaj łuk krótki - dobry punkt startowy to odległość zbliżona do średnicy metalowego rdzenia elektrody.
- Ustaw kąt prowadzenia w okolicach 5-15 stopni w kierunku ruchu przy pozycjach podolnej, poziomej i nad głową.
- Przy spawaniu pionowym w górę używaj lekkiego „pchnięcia” i nie otwieraj łuku bardziej niż trzeba.
- Kontroluj prędkość tak, żeby ślad był równy, a lico nie robiło się ani zbyt wypukłe, ani zbyt płaskie.
Na cienkiej stali nie próbuję od razu szerokich wachli. Prosty ścieg daje lepszą kontrolę, a do tego ogranicza ryzyko przypaleń i niepotrzebnych podtopień krawędzi. Jeśli pozycja wymaga szerszego wypełnienia, robię je świadomie, a nie z rozpędu. Kiedy technika już działa, łatwiej rozpoznać błędy, bo widać je od razu po kształcie lica i zachowaniu łuku.
Typowe błędy i jak je rozpoznać po samej spoinie
Najbardziej użyteczna rzecz w MMA to to, że spoina dość szybko zdradza, co poszło nie tak. Nie trzeba zgadywać: kształt lica, ilość odprysków, zachowanie żużla i dźwięk łuku zwykle pokazują kierunek diagnostyki.
| Objaw | Najczęstsza przyczyna | Co zrobiłbym w pierwszej kolejności |
|---|---|---|
| Elektroda przykleja się do materiału | Prąd ustawiony zbyt nisko albo łuk prowadzony zbyt krótko i nerwowo | Podnieść amperaż o 5-10 A i sprawdzić, czy elektroda jest sucha |
| Dużo odprysków i podcięcia przy krawędzi | Prąd zbyt wysoki lub łuk zbyt długi | Skrócić łuk i delikatnie obniżyć prąd |
| Porowatość w spoinie | Brudny materiał, wilgoć, zbyt długi łuk albo słaba osłona jeziorka | Lepsze czyszczenie, sucha elektroda, stabilniejszy ruch |
| Żużel zamknięty w spoinie | Zbyt szybkie prowadzenie, zły kąt elektrody lub brak oczyszczenia między ściegami | Usunąć żużel, poprawić kąt i zwolnić tempo |
| Spoina zbyt wypukła i „ciasna” | Za mały posuw i za niski prąd przy danym materiale | Sprawdzić amperaż i utrzymać bardziej równy ruch |
Jeśli łuk zaczyna uciekać na bok, to nie zawsze wina ręki. Czasem pojawia się odchylenie magnetyczne i wtedy pomaga zmiana miejsca podłączenia masy albo drobna korekta kierunku spawania. Właśnie dlatego ja wolę diagnozować objaw po objawie, zamiast „kręcić wszystkim naraz”. Po takim przeglądzie łatwiej też ocenić, kiedy MMA jest właściwym wyborem, a kiedy lepiej zmienić proces.
Kiedy MMA wygrywa z MIG/MAG i TIG
Jeżeli mam do wyboru kilka metod, patrzę przede wszystkim na trzy rzeczy: mobilność, szybkość i tolerancję na warunki pracy. I tu MMA ma bardzo mocną pozycję, zwłaszcza na budowie, przy montażu, w naprawach terenowych i tam, gdzie nie ma sensu stawiać rozbudowanego stanowiska z gazem osłonowym.
| Cecha | MMA | MIG/MAG | TIG |
|---|---|---|---|
| Mobilność | Bardzo dobra, bo nie potrzebujesz butli z gazem | Średnia, zwykle wymaga gazu i bardziej rozbudowanego stanowiska | Średnia do niskiej, zależnie od zestawu i warunków |
| Tempo pracy | Umiarkowane | Wysokie | Niskie |
| Estetyka spoiny | Dobra, ale wymaga usunięcia żużla | Bardzo dobra przy poprawnych ustawieniach | Najwyższa, jeśli liczy się wygląd i precyzja |
| Tolerancja na warunki | Wysoka | Niższa, szczególnie przy wietrze | Wymaga spokojnych, czystych warunków |
| Próg wejścia | Średni - prosta technika, ale duża rola ręki | Średni - łatwiej o powtarzalność | Wysoki - wymaga najwięcej kontroli |
W praktyce MMA wybieram wtedy, gdy liczy się dostęp do miejsca, prostota i odporność na mniej idealne warunki. MIG/MAG jest lepszy przy dłuższych, powtarzalnych spoinach i pracy seryjnej, a TIG wygrywa tam, gdzie priorytetem są precyzja i estetyka. Jeśli po tej porównawczej ramce zostajesz przy elektrodzie otulonej, ostatnia sekcja zbiera to, co naprawdę robi różnicę w codziennej praktyce.
Co naprawdę daje dobrą spoinę w metodzie MMA
Jeżeli miałbym zostawić jedną zasadę, byłaby prosta: nie walcz ze spawarką, tylko uporządkuj warunki pracy. Dobra elektroda, czysta stal, krótki łuk i cierpliwe czyszczenie robią w MMA więcej niż przypadkowe podkręcanie amperów.
- Materiał ma być oczyszczony, a masa podłączona blisko spoiny.
- Elektroda ma pasować do grubości i pozycji spawania, nie tylko do tego, co akurat leży w pudełku.
- Prąd ustawiaj startowo konserwatywnie i koryguj małymi krokami.
- Łuk trzymaj krótki, stabilny i prowadzony równym tempem.
- Żużel usuwaj między ściegami, bo inaczej sam zamykasz sobie drogę do czystej spoiny.
Gdy te elementy są pod kontrolą, technika staje się przewidywalna i naprawdę użyteczna - zarówno przy prostych naprawach, jak i przy bardziej odpowiedzialnych pracach konstrukcyjnych.