
Pęknięty blok silnika to koszmar każdego kierowcy i mechanika awaria, która często oznacza koniec życia jednostki napędowej. Jednak czy zawsze? Wiele osób od razu skreśla taki silnik, nie wiedząc, że w niektórych przypadkach spawanie może być realną i opłacalną opcją naprawy. W tym artykule, jako Oliwier Adamczyk, podzielę się swoją wiedzą na temat tego, czym spawać blok silnika, kiedy taka naprawa ma sens i na co zwrócić szczególną uwagę, aby przywrócić silnikowi pełną sprawność.
Spawanie bloku silnika: kluczowe metody i ocena opłacalności naprawy
- Prawidłowa identyfikacja materiału bloku (żeliwo czy aluminium) jest absolutnie kluczowa dla wyboru odpowiedniej metody spawania.
- Do spawania żeliwa najczęściej stosuje się metody "na zimno" (MMA z elektrodami niklowymi) lub "na gorąco" w przypadku skomplikowanych napraw.
- Bloki aluminiowe najlepiej spawać metodą TIG AC, która zapewnia najwyższą jakość i kontrolę nad procesem.
- Kluczowe etapy naprawy obejmują nawiercanie końcówek pęknięcia, dokładne przygotowanie powierzchni oraz kontrolę temperatury podczas spawania.
- Decyzja o naprawie powinna być poprzedzona analizą kosztów w niektórych przypadkach zakup używanego silnika może być bardziej opłacalny.
- Istnieją alternatywne metody naprawy, takie jak mechaniczne szycie bloku (Metalock) czy klejenie, stosowane w specyficznych przypadkach.
Pęknięty blok silnika: czy naprawa jest warta zachodu?
Dlaczego pęknięcie bloku to jedna z najpoważniejszych awarii?
Pęknięcie bloku silnika to bez wątpienia jedna z najbardziej krytycznych i kosztownych awarii, jakie mogą spotkać jednostkę napędową. Blok silnika stanowi fundament całej konstrukcji, mieszcząc w sobie cylindry, wał korbowy i kanały olejowe oraz chłodzące. Jego uszkodzenie może prowadzić do utraty kompresji, mieszania się płynów eksploatacyjnych (oleju z płynem chłodniczym), a nawet całkowitego zatarcia silnika. Najczęstsze przyczyny takich pęknięć to niestety zaniedbania lub nieszczęśliwe zbiegi okoliczności, takie jak zamarznięcie płynu chłodniczego o zbyt niskiej temperaturze krzepnięcia, co prowadzi do rozsadzenia ścianek. Inne powody to przegrzanie silnika, które wywołuje ekstremalne naprężenia termiczne, a także rzadziej występujące wady materiałowe czy naprężenia zmęczeniowe, które kumulują się przez lata eksploatacji.
Kiedy naprawa ma sens, a kiedy lepiej poszukać nowego silnika? Analiza kosztów.
Decyzja o naprawie pękniętego bloku silnika jest zawsze dylematem ekonomicznym. Koszt spawania jest bardzo zróżnicowany i zależy od wielu czynników: wielkości i lokalizacji pęknięcia, materiału bloku (żeliwo czy aluminium), a także od renomy i doświadczenia warsztatu. Ceny mogą wahać się od kilkuset złotych za niewielkie, proste pęknięcia, do nawet kilku tysięcy złotych za skomplikowane naprawy wymagające specjalistycznego sprzętu i dużej precyzji. Zawsze rekomenduję dokładną wycenę przed podjęciem decyzji. Musimy pamiętać, że oprócz samego spawania, często dochodzą koszty demontażu i montażu silnika, a także ewentualne planowanie powierzchni po spawaniu. W przypadku znacznych uszkodzeń, gdzie koszty naprawy zbliżają się do ceny używanego, sprawnego silnika, warto rozważyć drugą opcję.
Wielu mechaników i użytkowników na forach internetowych sugeruje, że przy znacznych uszkodzeniach lub wysokich kosztach naprawy, bezpieczniejszym i niewiele droższym rozwiązaniem może być zakup używanego silnika ("słupka").
Z czego zrobiony jest Twój blok? Klucz do sukcesu naprawy.
Żeliwo kontra aluminium: jak rozpoznać materiał i dlaczego to takie ważne?
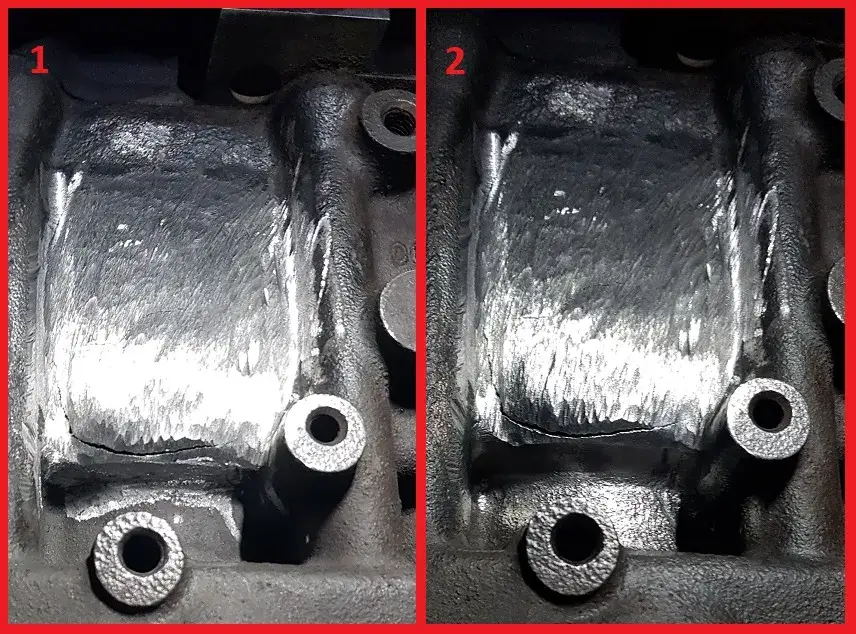
Prawidłowa identyfikacja materiału, z którego wykonany jest blok silnika, to absolutnie krytyczny pierwszy krok przed przystąpieniem do jakiejkolwiek naprawy spawalniczej. To od niego zależy dobór metody spawania, rodzaju spoiwa oraz cała technika pracy. Bloki silników w pojazdach spotykanych na polskim rynku są wykonane głównie z żeliwa (szarego lub sferoidalnego) lub ze stopów aluminium.
Żeliwo jest materiałem cięższym, charakteryzującym się szarawym kolorem i często chropowatą powierzchnią. Jest stosunkowo kruche, ale bardzo odporne na ścieranie. Spawanie żeliwa jest wyzwaniem ze względu na wysoką zawartość węgla, co może prowadzić do hartowania i pęknięć w strefie wpływu ciepła. Wymaga to specjalnych technik i elektrod. Z kolei stopy aluminium są znacznie lżejsze, mają srebrzysty, często gładki wygląd. Są elastyczniejsze, ale ich spawanie wymaga innej techniki głównie ze względu na szybko tworzącą się warstwę tlenków aluminium, wysoką przewodność cieplną i tendencję do porowatości. Rozpoznanie materiału często można dokonać wizualnie, po wadze elementu, a w razie wątpliwości poprzez delikatne przeszlifowanie w niewidocznym miejscu i obserwację iskier (żeliwo daje krótkie, czerwone iskry, aluminium prawie wcale).Typowe lokalizacje pęknięć i ich wpływ na możliwość skutecznej naprawy.
Pęknięcia w bloku silnika nie pojawiają się przypadkowo mają swoje typowe lokalizacje, które w dużej mierze determinują możliwość i złożoność skutecznej naprawy. Najczęściej spotykam się z pęknięciami w okolicach kanałów wodnych, zwłaszcza po zamarznięciu płynu chłodniczego. Mogą to być pęknięcia podłużne wzdłuż ścianek cylindrów lub w bocznych ścianach bloku. Pęknięcia w tych miejscach są zazwyczaj prostsze do naprawy, pod warunkiem, że nie są zbyt rozległe i nie naruszają integralności strukturalnej bloku.
Znacznie bardziej problematyczne są pęknięcia w miejscach krytycznych, takich jak płaszczyzna przylegania głowicy. W tym przypadku spawanie musi być wykonane z absolutną precyzją, a po naprawie konieczne jest planowanie powierzchni, aby zapewnić idealną szczelność uszczelki pod głowicą. Pęknięcia w okolicach panewek wału korbowego lub w miejscach narażonych na duże obciążenia dynamiczne również są bardzo ryzykowne w naprawie, ponieważ spaw musi wytrzymać ogromne siły. Im bliżej kluczowych, obciążonych elementów, tym wyższe ryzyko niepowodzenia i tym bardziej skomplikowana i kosztowna naprawa.

Spawanie żeliwnego bloku silnika: przewodnik po sprawdzonych metodach
Metoda na "zimno" (MMA): dlaczego jest najpopularniejsza w polskich warsztatach?
Spawanie żeliwa "na zimno" metodą MMA (spawanie elektrodą otuloną) to technika, którą najczęściej spotkamy w polskich warsztatach zajmujących się naprawą bloków silników. Jej popularność wynika z kilku kluczowych zalet. Przede wszystkim, nie wymaga ona skomplikowanego i czasochłonnego podgrzewania całego bloku do wysokich temperatur, co znacząco obniża koszty i skraca czas naprawy. Metoda ta polega na spawaniu krótkimi, przerywanymi odcinkami, aby ograniczyć wprowadzanie ciepła do materiału. Po każdym odcinku należy pozwolić spoinie ostygnąć, a następnie delikatnie ją opukać (tzw. młotkowanie), co pomaga zredukować naprężenia. Dzięki temu minimalizujemy ryzyko powstawania nowych pęknięć w strefie wpływu ciepła, które jest typowe dla żeliwa.
Jakie elektrody niklowe (EŻ-Ni) i niklowo-żelazne (EŻ-NiFe) wybrać?
Kluczem do sukcesu w spawaniu żeliwa na zimno jest odpowiedni dobór elektrod. Na rynku dostępne są głównie dwa typy:
- Elektrody niklowe (EŻ-Ni): Są to elektrody z rdzeniem niklowym, które dają miękką, plastyczną spoinę o niskiej twardości. Są idealne do spawania żeliwa szarego, gdzie wymagana jest dobra obrabialność spoiny. Ich główną zaletą jest to, że minimalizują ryzyko pęknięć w strefie wpływu ciepła, ponieważ nikiel ma podobny współczynnik rozszerzalności cieplnej do żeliwa.
- Elektrody niklowo-żelazne (EŻ-NiFe): Te elektrody, zawierające stop niklu i żelaza, są bardziej uniwersalne i często stosowane do spawania różnych typów żeliwa, w tym żeliwa sferoidalnego. Oferują nieco wyższą wytrzymałość spoiny niż czyste elektrody niklowe, jednocześnie zachowując dobrą plastyczność i obrabialność. Są dobrym kompromisem między wytrzymałością a elastycznością.
Technika spawania na "gorąco": kiedy jest niezbędna i dlaczego wymaga mistrzowskich umiejętności?
Spawanie żeliwa "na gorąco" to metoda, która choć rzadziej stosowana w typowych warsztatach, daje najtrwalsze i najbardziej niezawodne rezultaty, szczególnie w przypadku bardzo dużych i skomplikowanych pęknięć, gdzie integralność strukturalna jest kluczowa. Proces ten polega na podgrzaniu całego bloku silnika lub jego znacznej części do wysokich temperatur, często w zakresie 600-700°C, w specjalnym piecu lub przy użyciu palników. Spawanie odbywa się w tej podwyższonej temperaturze, a następnie kluczowe jest bardzo powolne studzenie elementu, często przez wiele godzin, również w piecu lub pod izolacją. Taki proces pozwala na kontrolowane rozprężanie i kurczenie się materiału, minimalizując powstawanie naprężeń wewnętrznych i ryzyko nowych pęknięć. Wymaga to jednak mistrzowskich umiejętności, specjalistycznego sprzętu i ogromnego doświadczenia, dlatego jest to usługa droższa i dostępna w nielicznych, wyspecjalizowanych zakładach.Spawanie TIG DC: precyzyjna alternatywa dla wymagających przypadków.
Metoda TIG DC (prąd stały) stanowi precyzyjną alternatywę dla spawania żeliwa, szczególnie w przypadkach, gdzie wymagana jest większa kontrola nad jeziorkiem spawalniczym, estetyka spoiny lub naprawa delikatnych elementów. Choć MMA jest bardziej popularne ze względu na prostotę, TIG DC pozwala na bardzo dokładne kontrolowanie wprowadzanej energii i dodawanie spoiwa, co jest nieocenione przy naprawie cienkich ścianek lub w trudno dostępnych miejscach. Do spawania żeliwa metodą TIG DC również stosuje się specjalne druty spawalnicze na bazie niklu lub niklowo-żelazne, podobne do rdzeni elektrod otulonych. Jest to technika, którą osobiście cenię za możliwość uzyskania bardzo czystych i mocnych spoin.

Spawanie aluminiowego bloku silnika: precyzja ma kluczowe znaczenie
Dlaczego TIG AC to złoty standard w spawaniu aluminium?
Gdy mówimy o spawaniu aluminiowych bloków silnika, metoda TIG AC (prąd przemienny) jest bezapelacyjnie złotym standardem. Aluminium to materiał, który stawia przed spawaczem wyjątkowe wyzwania, a TIG AC doskonale sobie z nimi radzi. Kluczową rolę odgrywa tu prąd przemienny, który w jednym cyklu (faza dodatnia) odpowiada za czyszczenie powierzchni z tlenków aluminium, a w drugim (faza ujemna) za właściwe spawanie i przetapianie materiału. Warstwa tlenków aluminium ma wyższą temperaturę topnienia niż samo aluminium, dlatego jej usunięcie jest absolutnie niezbędne dla uzyskania trwałej i wolnej od wad spoiny. Dzięki TIG AC spawacz ma pełną kontrolę nad jeziorkiem spawalniczym, co pozwala na precyzyjne łączenie elementów i minimalizowanie ryzyka porowatości, która jest częstym problemem przy spawaniu aluminium.
Rola przygotowania powierzchni: jak uniknąć porowatości i zanieczyszczeń w spoinie?
W przypadku aluminium, przygotowanie powierzchni przed spawaniem jest równie ważne, jeśli nie ważniejsze, niż sam proces spawania. To fundament, na którym budujemy mocną i szczelną spoinę. Pierwszym i najważniejszym krokiem jest dokładne oczyszczenie pęknięcia i jego okolic. Aluminium jest bardzo reaktywne i łatwo tworzy warstwę tlenków, a także absorbuje zanieczyszczenia, takie jak olej czy smary, które mogą prowadzić do porowatości spoiny. Używam do tego szczotki ze stali nierdzewnej (tylko do aluminium, nigdy do innych metali!), acetonu lub innych specjalistycznych odtłuszczaczy. Następnie pęknięcie musi być sfazowane, czyli ukosowane, co pozwala na głębokie wtopienie spoiwa i zapewnia pełne przetopienie materiału. Brak odpowiedniego ukosowania uniemożliwi uzyskanie mocnej spoiny i zwiększy ryzyko pęknięć.
Czy spawanie metodą MIG jest dopuszczalne przy naprawie bloku?
Spawanie aluminiummetodą MIG/MAG jest technicznie możliwe i często stosowane w przemyśle, zwłaszcza przy grubszych elementach i tam, gdzie liczy się szybkość. Jednak w kontekście naprawy bloku silnika, gdzie precyzja, minimalne odkształcenia i najwyższa jakość spoiny są kluczowe, metoda TIG AC jest zdecydowanie preferowana. MIG/MAG, choć szybsza, oferuje mniejszą kontrolę nad jeziorkiem spawalniczym i wprowadzaniem ciepła. Istnieje większe ryzyko powstania odprysków, porowatości i odkształceń, co w przypadku tak precyzyjnego elementu jak blok silnika, może prowadzić do poważnych problemów. Dlatego, choć teoretycznie można spawać aluminium MIG-iem, ja zawsze rekomenduję TIG AC do napraw bloków, aby zapewnić maksymalną niezawodność i trwałość naprawy.
Krytyczne etapy naprawy, o których musisz wiedzieć przed oddaniem bloku do warsztatu
Nawiercanie końcówek pęknięcia: prosty zabieg, który zapobiega katastrofie.
Zanim w ogóle pomyślimy o spawaniu, kluczowa jest dokładna diagnostyka pęknięcia. Musimy zlokalizować jego początek i koniec, często z użyciem metod penetracyjnych, aby upewnić się, że widzimy całe uszkodzenie. Najważniejszym zabiegiem, który zapobiega dalszemu rozprzestrzenianiu się pęknięcia, jest nawiercenie otworów na jego końcach. Ten prosty krok, polegający na wykonaniu niewielkiego otworu wiertłem o średnicy około 3-5 mm dokładnie na końcu pęknięcia, rozprasza naprężenia i zatrzymuje jego propagację. Bez tego, nawet najlepiej wykonana spoina może okazać się nieskuteczna, ponieważ pęknięcie będzie kontynuować swoją drogę poza spoiną.
Ukosowanie i czyszczenie: fundament mocnej i szczelnej spoiny.
Jak już wspomniałem, przygotowanie powierzchni to podstawa. Po nawierceniu końcówek, pęknięcie musi być dokładnie sfazowane, czyli ukosowane. Tworzymy w ten sposób rowek w kształcie litery "V" lub "U", który pozwoli spoiwu wniknąć głęboko w materiał, zapewniając pełne przetopienie i maksymalną wytrzymałość. Ukosowanie można wykonać szlifierką kątową z cienką tarczą lub frezarką. Równie ważne jest absolutne oczyszczenie rowka i jego okolic z wszelkich zanieczyszczeń rdzy, oleju, smarów, farby czy tlenków. Do tego celu używam szczotek, papieru ściernego, a w przypadku aluminium specjalnych odtłuszczaczy i szczotek ze stali nierdzewnej. Czystość to gwarancja szczelnej i mocnej spoiny.
Kontrola temperatury: jak uniknąć nowych naprężeń i kolejnych pęknięć?
Kontrola temperatury podczas spawania jest absolutnie kluczowa, zwłaszcza w przypadku żeliwa, ale także aluminium. Niekontrolowane wprowadzanie ciepła jest główną przyczyną powstawania nowych naprężeń wewnętrznych, które mogą prowadzić do kolejnych pęknięć. Dlatego często stosuje się technikę spawania krótkimi odcinkami (tzw. "ściegiem krokowym"). Polega to na wykonaniu krótkiego odcinka spoiny, odczekaniu, aż ostygnie, a następnie wykonaniu kolejnego, często w innym miejscu pęknięcia, aby rozłożyć ciepło. W przypadku żeliwa, po każdym odcinku zaleca się delikatne młotkowanie spoiny, co dodatkowo redukuje naprężenia. Monitorowanie temperatury za pomocą pirometru lub specjalnych past termoczułych jest dobrym nawykiem, który pomaga uniknąć przegrzania materiału.
Obróbka po spawaniu: szlifowanie i planowanie powierzchni.
Po zakończeniu spawania, praca nie jest jeszcze skończona. Niezbędne są czynności obróbki po spawaniu. Pierwszym krokiem jest usunięcie nadmiaru spoiny, aby przywrócić pierwotny kształt elementu. Wykonuje się to zazwyczaj za pomocą szlifierki. Jeśli pęknięcie znajdowało się w miejscu krytycznym, takim jak płaszczyzna przylegania głowicy, konieczne jest planowanie powierzchni. Planowanie to precyzyjna obróbka mechaniczna, która zapewnia idealnie płaską powierzchnię, niezbędną do prawidłowego uszczelnienia głowicy. Bez tego, nawet najlepiej wykonana spoina nie zapewni szczelności i silnik będzie miał problemy z kompresją lub mieszaniem się płynów. To etap, który wymaga specjalistycznego sprzętu i dużej precyzji.
Nie tylko spawanie: alternatywne metody naprawy pękniętego bloku
Mechaniczne szycie bloku (Metalock): inżynieryjna metoda bez użycia ciepła.
Spawanie nie jest jedyną metodą naprawy pękniętego bloku silnika. Jedną z najbardziej cenionych alternatyw jest mechaniczne "szycie" pęknięć, znane jako Metoda Metalock lub Stitching. Jest to technika naprawy "na zimno", co oznacza, że nie używa się tu ciepła, co eliminuje ryzyko powstawania naprężeń termicznych i odkształceń. Metoda polega na wyfrezowaniu specjalnych rowków wzdłuż pęknięcia, w które następnie wbijane są specjalne, profilowane kliny (tzw. zamki Metalock). Następnie, aby zapewnić szczelność i dodatkowe wzmocnienie, wzdłuż pęknięcia nawierca się i gwintuje otwory, w które wkręca się specjalne śruby o zachodzących na siebie gwintach. To inżynieryjne rozwiązanie jest bardzo skuteczne, zwłaszcza w przypadku żeliwa, i pozwala na uzyskanie bardzo trwałej i szczelnej naprawy bez ryzyka termicznego.
Klejenie specjalistycznymi żywicami: kiedy to rozwiązanie jest wystarczające?
Klejenie pękniętego bloku silnika specjalistycznymi klejami epoksydowymi do metali to kolejna metoda, jednak z pewnymi ograniczeniami. Jest to rozwiązanie, które osobiście traktuję jako doraźne lub skuteczne tylko przy bardzo niewielkich pęknięciach, które nie są narażone na duże obciążenia mechaniczne czy wysokie ciśnienie. Kleje te, często dwuskładnikowe, po utwardzeniu tworzą bardzo twardą i odporną na chemikalia warstwę. Mogą być skuteczne np. przy mikropęknięciach w zewnętrznych ściankach bloku, które powodują niewielkie wycieki płynu chłodniczego, ale nie wpływają na integralność strukturalną. Należy jednak pamiętać, że klejenie nigdy nie zapewni takiej wytrzymałości i trwałości jak spawanie czy mechaniczne szycie, dlatego nie rekomenduję go do naprawy pęknięć w miejscach krytycznych lub poddawanych dużym obciążeniom.
Podsumowanie: spawanie bloku silnika komu zlecić i jak ocenić jakość naprawy?
Czym kierować się przy wyborze warsztatu spawalniczego?
Wybór odpowiedniego warsztatu do spawania bloku silnika to decyzja, która może zaważyć na sukcesie całej naprawy. Nie każdy spawacz jest w stanie podjąć się takiego zadania. Oto, czym ja kierowałbym się przy wyborze:
- Doświadczenie i specjalizacja: Szukaj warsztatów, które mają udokumentowane doświadczenie w spawaniu bloków silnika, zarówno żeliwnych, jak i aluminiowych. Pytaj o referencje i zdjęcia z poprzednich realizacji.
- Odpowiedni sprzęt: Upewnij się, że warsztat dysponuje odpowiednim sprzętem do spawania (np. TIG AC/DC, spawarki MMA), a także do przygotowania powierzchni (frezarki, planowanie) i kontroli temperatury.
- Wiedza techniczna: Dobry fachowiec powinien być w stanie dokładnie wyjaśnić Ci, jaką metodę proponuje, dlaczego i jakie są potencjalne ryzyka. Powinien również przeprowadzić dokładną diagnostykę pęknięcia.
- Gwarancja na usługę: Profesjonalny warsztat powinien udzielić gwarancji na wykonaną naprawę. To daje pewność, że w razie problemów, będziesz miał do kogo się zwrócić.
Finalna ocena ryzyka: co może pójść nie tak i jak się przed tym zabezpieczyć?
Mimo najlepszych intencji i fachowej pracy, naprawa spawanego bloku silnika zawsze wiąże się z pewnym ryzykiem. Największym zagrożeniem jest dalsze pęknięcie bloku, nieszczelności lub odkształcenia, które mogą prowadzić do przegrzewania się silnika, utraty kompresji czy mieszania się płynów. Aby zminimalizować te ryzyka, kluczowe jest:
- Wybór renomowanego warsztatu: To podstawa. Doświadczony spawacz z odpowiednim sprzętem znacznie zmniejsza ryzyko niepowodzenia.
- Dokładna diagnostyka: Upewnij się, że pęknięcie zostało prawidłowo zdiagnozowane, a jego końce nawiercone.
- Kontrola po naprawie: Po zamontowaniu silnika, należy go dokładnie sprawdzić pod kątem szczelności (test ciśnieniowy układu chłodzenia), a także monitorować temperaturę pracy i poziom płynów.
- Realistyczne oczekiwania: Spawany blok, choć naprawiony, nigdy nie będzie "jak nowy". Zawsze istnieje minimalne ryzyko, że w przyszłości pojawią się nowe problemy, zwłaszcza jeśli silnik będzie poddawany ekstremalnym obciążeniom.
Pamiętajmy, że naprawa bloku silnika to poważna inwestycja. Zawsze warto dokładnie rozważyć wszystkie za i przeciw, porównać koszty z zakupem używanego silnika i podjąć świadomą decyzję.