
Wielu moich klientów i kursantów często pyta, czy spawanie stali nierdzewnej ze stalą węglową jest w ogóle możliwe. Odpowiadam zawsze: tak, jest to jak najbardziej wykonalne i często praktykowane w przemyśle, ale wymaga specyficznej wiedzy i precyzji. W tym artykule, jako Oliwier Adamczyk, podzielę się z Wami moim doświadczeniem i przedstawię konkretne instrukcje oraz rozwiązania najczęstszych wyzwań, abyście mogli skutecznie łączyć te dwa, z pozoru niekompatybilne, materiały.
Spawanie stali nierdzewnej ze stalą węglową jest możliwe, ale wymaga specjalnych spoiw i metod
- Spawanie stali nierdzewnej (austenitycznej) ze stalą węglową (czarną) jest technicznie wykonalne i często stosowane w przemyśle.
- Główne wyzwania to ryzyko korozji galwanicznej oraz pęknięć gorących w spoinie.
- Kluczem do sukcesu jest użycie dedykowanych spoiw przejściowych, najczęściej w gatunku 309L/309LSi.
- Do łączenia obu stali najczęściej stosuje się metody TIG, MIG/MAG oraz MMA.
- Niezbędne jest rygorystyczne przestrzeganie zasad czystości, unikanie zanieczyszczeń krzyżowych i kontrola temperatury spawania.
Spawanie stali nierdzewnej z węglową: Czy to w ogóle możliwe i jak to zrobić?
Z mojego doświadczenia wynika, że spawanie stali nierdzewnej ze stalą węglową jest nie tylko możliwe, ale i często niezbędne w wielu projektach. Sukces w tym przedsięwzięciu nie zależy jednak od szczęścia, lecz od głębokiego zrozumienia różnic między tymi materiałami oraz zastosowania odpowiednich technik i spoiw. To nie jest zwykłe spawanie, gdzie wystarczy dobrać elektrodę do grubości materiału. Tutaj w grę wchodzą procesy metalurgiczne, które trzeba świadomie kontrolować.Zrozumienie fundamentalnych różnic: Dlaczego to nie jest zwykłe spawanie?
Spawanie stali nierdzewnej ze stalą węglową to wyzwanie, ponieważ mamy do czynienia z materiałami o znacząco odmiennych właściwościach chemicznych i fizycznych. W przeciwieństwie do spawania jednorodnych materiałów, gdzie spoiwo ma skład zbliżony do materiału bazowego, tutaj musimy stworzyć "most" między dwoma różnymi światami. To, co sprawia, że stal nierdzewna jest tak ceniona jej odporność na korozję dzięki zawartości chromu i niklu staje się jednocześnie źródłem komplikacji przy łączeniu z "czarną" stalą, która tych pierwiastków ma niewiele.Skład chemiczny obu stali: Klucz do zrozumienia problemu
Aby w pełni zrozumieć wyzwania, musimy przyjrzeć się składowi chemicznemu. Stal nierdzewna, zwłaszcza austenityczna (np. gatunki 304, 316), charakteryzuje się wysoką zawartością chromu (minimum 10,5%) i często niklu (np. 8-10% w 304). To właśnie te pierwiastki tworzą na powierzchni stali pasywną warstwę tlenków, która chroni ją przed korozją. Z drugiej strony, stal węglowa (np. S235) ma znikome ilości pierwiastków stopowych, a jej głównym składnikiem jest żelazo i węgiel. Kiedy łączymy te dwie stale, rozcieńczenie spoiny materiałem węglowym może znacząco obniżyć zawartość chromu i niklu w spoinie, co prowadzi do utraty odporności korozyjnej i zwiększa ryzyko pęknięć.
Potencjalne zagrożenia: Co może pójść nie tak bez odpowiedniej wiedzy?
Bez odpowiedniej wiedzy i przygotowania, spawanie stali różnoimiennych może prowadzić do szeregu poważnych problemów. Z mojego doświadczenia, najczęściej spotykane to:
- Korozja galwaniczna: Jest to chyba największe zagrożenie. Stal węglowa jest mniej szlachetna niż nierdzewna. W środowisku elektrolitycznym (np. wilgoć), na styku tych dwóch metali powstaje ogniwo galwaniczne, a stal węglowa zaczyna korodować w pierwszej kolejności, często bardzo szybko.
- Pęknięcia gorące w spoinie: Różnice w rozszerzalności cieplnej i składzie chemicznym mogą prowadzić do powstania kruchej struktury w spoinie, podatnej na pęknięcia podczas stygnięcia. Jest to szczególnie problematyczne, gdy spoiwo nie jest odpowiednio dobrane.
- Utrata odporności korozyjnej stali nierdzewnej: Jeśli spoiwo nie skompensuje rozcieńczenia materiałem węglowym, spoina może stracić swoje właściwości antykorozyjne, a nawet stać się bardziej podatna na rdzewienie niż sama stal węglowa.

Dobór spoiwa do stali różnoimiennych: Klucz do trwałego połączenia
Jeśli miałbym wskazać jeden, najważniejszy element zapewniający trwałość i odporność spoiny przy łączeniu stali nierdzewnej z węglową, byłby to bez wątpienia odpowiedni dobór spoiwa. To właśnie spoiwo pełni rolę buforu, który musi pogodzić różnice między oboma materiałami i stworzyć stabilne, odporne połączenie.
Dlaczego zwykły drut do stali czarnej lub nierdzewnej się nie sprawdzi?
Wielu początkujących spawaczy popełnia błąd, próbując użyć standardowego drutu do stali czarnej lub nierdzewnej. Niestety, to prosta droga do katastrofy. Drut do stali czarnej nie zapewni żadnej odporności na korozję, a spoina będzie podatna na rdzewienie i pękanie. Z kolei drut do stali nierdzewnej, choć sam w sobie odporny, zostanie rozcieńczony przez materiał węglowy. W efekcie, w spoinie powstanie mieszanka o obniżonej zawartości chromu i niklu, która nie będzie miała ani właściwości stali nierdzewnej, ani odpowiedniej wytrzymałości. Pamiętajmy, że rozcieńczenie materiałem węglowym jest kluczowym czynnikiem, który musimy skompensować.
Spoiwo przejściowe 309L/309LSi: Twój niezbędnik w spawaniu stali różnoimiennych
Moim absolutnym "must-have" przy spawaniu stali różnoimiennych są spoiwa przejściowe, a w szczególności te w gatunku 309L lub 309LSi. Dlaczego akurat te? Ponieważ zawierają one znacznie większą ilość chromu (ok. 23-25%) i niklu (ok. 12-14%) niż standardowe spoiwa do stali nierdzewnej. Ta nadwyżka pierwiastków stopowych jest celowa ma za zadanie skompensować rozcieńczenie materiałem ze stali węglowej. Dzięki temu, nawet po wymieszaniu z materiałem bazowym, spoina zachowuje odpowiednią strukturę austenityczną z pewną ilością ferrytu (co zapobiega pęknięciom gorącym) i wystarczającą odporność na korozję. Litera "L" w nazwie oznacza niską zawartość węgla, co dodatkowo minimalizuje ryzyko korozji międzykrystalicznej.
Elektrody, druty TIG i MIG/MAG: Przegląd dostępnych materiałów na polskim rynku
Na szczęście, spoiwa w gatunku 309L są powszechnie dostępne na polskim rynku, co bardzo ułatwia pracę. Niezależnie od preferowanej metody spawania, znajdziecie odpowiednie materiały:
- Druty TIG (pręty): Dostępne w różnych średnicach, idealne do precyzyjnego spawania TIG.
- Druty MIG/MAG: W szpulach, przeznaczone do spawania półautomatycznego, również w różnych średnicach.
- Elektrody otulone MMA: Szeroko dostępne, bardzo wygodne do pracy w terenie i dla mniej zaawansowanych spawaczy.
Wszystkie te materiały w gatunku 309L są łatwe do nabycia zarówno w specjalistycznych sklepach spawalniczych, jak i na popularnych platformach sprzedażowych.
Wybór metody spawania: TIG, MIG/MAG czy MMA która jest dla Ciebie?
Wybór odpowiedniej metody spawania przy łączeniu stali nierdzewnej z węglową jest kolejnym kluczowym aspektem, który zależy od wielu czynników: wymagań projektu, dostępnego sprzętu, a także, co równie ważne, od umiejętności spawacza. Każda z popularnych metod TIG, MIG/MAG i MMA ma swoje unikalne zalety i specyfikę, którą warto poznać.
Metoda TIG: Kiedy liczy się precyzja i estetyka spoiny
Dla mnie, jeśli priorytetem jest najwyższa jakość, czystość i estetyka spoiny, wybór pada na metodę TIG (Tungsten Inert Gas). Jest to proces, w którym łuk elektryczny jarzy się między nietopliwą elektrodą wolframową a spawanym materiałem, w osłonie gazu obojętnego (najczęściej argonu). Materiał dodatkowy (pręt 309L) jest podawany ręcznie. TIG minimalizuje ryzyko rozprysków i zanieczyszczeń, a spawacz ma pełną kontrolę nad jeziorkiem spawalniczym. Wymaga to jednak największych umiejętności i precyzji, co czyni ją idealną do cienkich blach i zastosowań, gdzie wygląd spoiny jest kluczowy.
Metoda MIG/MAG: Jak osiągnąć wydajność i dobrą jakość w warunkach warsztatowych?
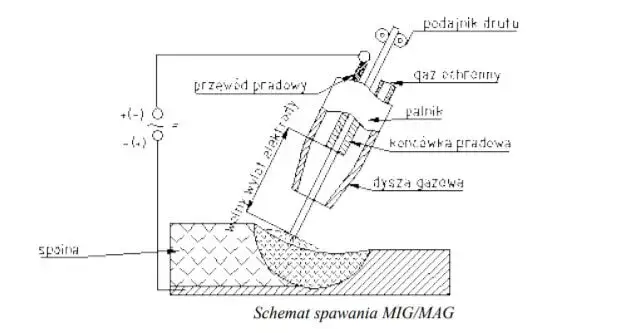
Metoda MIG/MAG (Metal Inert/Active Gas) jest niezwykle popularna w warsztatach i produkcji ze względu na swoją szybkość i wydajność. W tym przypadku, drut spawalniczy (oczywiście w gatunku 309LSi) jest podawany automatycznie, a łuk jarzy się między nim a materiałem bazowym, w osłonie gazowej. Do spawania stali różnoimiennych zazwyczaj stosuje się mieszanki gazów (np. Ar/CO2), które zapewniają stabilny łuk i dobre właściwości spoiny. MIG/MAG jest doskonałym kompromisem między szybkością a jakością, choć wymaga nieco mniej precyzji niż TIG, to nadal pozwala na uzyskanie bardzo dobrych połączeń.
Metoda MMA (elektrodą otuloną): Uniwersalne i dostępne rozwiązanie dla każdego
Metoda MMA (Manual Metal Arc), czyli spawanie elektrodą otuloną, to najbardziej uniwersalne i dostępne rozwiązanie. Nie wymaga butli z gazem osłonowym, co czyni ją idealną do prac w terenie lub w warunkach, gdzie dostęp do sprzętu jest ograniczony. Stosuje się tu specjalne elektrody otulone w gatunku 309L, które są powszechnie dostępne. Choć jakość spoiny może być nieco niższa niż w przypadku TIG, a ryzyko rozprysków większe, to odpowiednio dobrana elektroda i technika spawania pozwalają na uzyskanie mocnych i trwałych połączeń. Jest to często wybór dla amatorów i do prostszych napraw.
Spawanie krok po kroku: Od przygotowania materiału do idealnej spoiny
Skoro wiemy już, że spawanie stali różnoimiennych jest możliwe i jakie spoiwa oraz metody wybrać, przejdźmy do praktyki. Poniżej przedstawię Wam kluczowe etapy procesu, które, jeśli zostaną rygorystycznie przestrzegane, zapewnią sukces i trwałe połączenie. Pamiętajcie, że w spawaniu diabeł tkwi w szczegółach.
Absolutna podstawa: Jak przygotować materiał, by uniknąć katastrofy?
Przygotowanie materiału to fundament. Z moich obserwacji wynika, że wiele problemów ze spoinami wynika właśnie z zaniedbania tego etapu. Przed spawaniem należy dokładnie oczyścić obie powierzchnie zarówno stali nierdzewnej, jak i węglowej. Co to oznacza?
- Usunięcie rdzy: Ze stali węglowej musi zniknąć każda, nawet najmniejsza plamka rdzy.
- Odtłuszczenie: Smary, oleje, farby czy inne zanieczyszczenia organiczne muszą zostać usunięte za pomocą odpowiednich rozpuszczalników.
- Mechaniczne czyszczenie: Użyj szlifierki lub szczotki drucianej (pamiętaj o zasadzie czystości, o której za chwilę) do usunięcia wszelkich nalotów, tlenków czy zgorzeliny. Powierzchnia musi być metalicznie czysta.
Nawet niewielkie zanieczyszczenie może prowadzić do wad spoiny, porowatości, a co gorsza, do utraty odporności korozyjnej.
Czystość to świętość: Sekret unikania zanieczyszczenia krzyżowego
To jest punkt, na który zawsze zwracam szczególną uwagę. Przy spawaniu stali różnoimiennych czystość narzędzi jest absolutnie kluczowa. Nigdy, przenigdy nie używajcie tych samych narzędzi (szczotek drucianych, tarcz szlifierskich, pilników) do obróbki stali czarnej i nierdzewnej! Dlaczego? Ponieważ cząstki stali węglowej, które osadzą się na powierzchni stali nierdzewnej, stworzą idealne miejsca do zapoczątkowania korozji. To tak zwane zanieczyszczenie krzyżowe. Zawsze miejcie osobne narzędzia do stali nierdzewnej i osobne do stali węglowej, a najlepiej, jeśli te do nierdzewki będą nowe i używane tylko do tego celu.
Ustawienia spawarki i technika prowadzenia: Jak kontrolować ciepło i uzyskać prawidłowy przetop?
Kontrola energii liniowej spawania, czyli ilości ciepła wprowadzonego do złącza, jest niezwykle ważna. Zbyt duża energia liniowa może prowadzić do przegrzania materiału, co w przypadku stali nierdzewnej może pogorszyć jej właściwości antykorozyjne (np. poprzez wydzielanie węglików chromu) i zwiększyć ryzyko pęknięć. Moje wskazówki:
- Używaj niższych prądów spawania i szybszej prędkości posuwu, jeśli to możliwe.
- Wykonuj krótkie, przerywane spoiny, pozwalając materiałowi na ostygnięcie między kolejnymi przejściami.
- Technika prowadzenia: Staraj się, aby jeziorko spawalnicze było jak najmniejsze, a wtopienie równomierne. W metodzie TIG i MIG/MAG skupiaj się na precyzyjnym podawaniu spoiwa i utrzymywaniu stabilnego łuku. W MMA, kontroluj długość łuku i kąt elektrody.
- Zapewnij prawidłowy przetop, ale unikaj nadmiernego przetopienia, które może prowadzić do nadmiernego rozcieńczenia spoiwa.
Najczęstsze problemy przy spawaniu stali różnoimiennych i jak ich unikać
Nawet z najlepszym przygotowaniem, spawanie stali różnoimiennych może stwarzać wyzwania. Ważne jest, aby być świadomym potencjalnych problemów i wiedzieć, jak im zapobiegać lub jak sobie z nimi radzić. Jako praktyk, widziałem je wszystkie i wiem, że odpowiednia wiedza to połowa sukcesu.
Problem nr 1: Korozja galwaniczna na styku metali jak ją powstrzymać?
Jak już wspomniałem, korozja galwaniczna to jeden z głównych wrogów połączeń stali różnoimiennych. Stal węglowa jest mniej szlachetna (ma niższy potencjał elektrochemiczny) niż stal nierdzewna. W obecności elektrolitu (np. wody, wilgoci, kwaśnych deszczy), stal węglowa będzie działać jak anoda i ulegać korozji, chroniąc stal nierdzewną. To zjawisko jest szczególnie widoczne na granicy spoiny. Jak temu zapobiegać?
- Użycie spoiwa 309L: To absolutna podstawa. Spoiwo to tworzy barierę metalurgiczną, która minimalizuje różnicę potencjałów.
- Zabezpieczenia powierzchniowe: Po spawaniu warto rozważyć malowanie, lakierowanie lub inną formę izolacji powierzchniowej, zwłaszcza w obszarze spoiny i na stali węglowej. Może to być powłoka cynkowa (ocynk), farba epoksydowa lub poliuretanowa.
- Unikanie kontaktu z elektrolitami: Tam, gdzie to możliwe, projektujcie połączenia tak, aby nie były stale narażone na wilgoć lub agresywne środowiska.
Problem nr 2: Pęknięcia gorące i kruchość spoiny przyczyny i zapobieganie
Pęknięcia gorące pojawiają się podczas krzepnięcia spoiny, często z powodu różnic w składzie chemicznym i rozszerzalności cieplnej materiałów. Kruchość spoiny może wynikać z tworzenia się niepożądanych faz metalurgicznych. Jak temu zaradzić?
- Spoiwo 309L/309LSi: Ponownie, to spoiwo jest kluczowe. Jego skład jest tak dobrany, aby po rozcieńczeniu z materiałem węglowym tworzyć strukturę austenityczno-ferrytyczną, która jest znacznie bardziej odporna na pęknięcia gorące niż czysty austenit.
- Kontrola energii liniowej: Zbyt duża energia może prowadzić do powstawania dużych ziaren i segregacji pierwiastków, co zwiększa ryzyko pęknięć. Stosujcie niższe prądy i krótsze czasy spawania.
- Technika spawania: Unikajcie zbyt dużych jeziorek spawalniczych i zbyt szybkiego chłodzenia. Prawidłowe prowadzenie elektrody/drutu minimalizuje naprężenia.
Problem nr 3: Odbarwienia i przegrzanie stali nierdzewnej jak zachować jej właściwości?
Stal nierdzewna jest wrażliwa na przegrzanie. Wysokie temperatury powodują powstawanie tlenków na powierzchni, które objawiają się jako niebieskie, fioletowe lub brązowe odbarwienia. Te odbarwienia to nie tylko kwestia estetyki mogą one świadczyć o utracie pasywnej warstwy tlenków chromu, co obniża odporność na korozję. Jak tego unikać?
- Minimalizacja energii liniowej: Używajcie tylko tyle ciepła, ile jest niezbędne do uzyskania prawidłowego przetopu.
- Szybkie chłodzenie: Po spawaniu, jeśli to możliwe i bezpieczne dla konstrukcji, można wspomóc chłodzenie (np. sprężonym powietrzem), aby zminimalizować czas przebywania stali w wysokiej temperaturze.
- Gaz osłonowy od strony grani (formowanie): Przy spawaniu TIG, zwłaszcza rur, stosowanie gazu osłonowego od strony grani zapobiega utlenianiu się wewnętrznej powierzchni i powstawaniu odbarwień.
- Trawienie i pasywacja: Po spawaniu, w celu przywrócenia pełnej odporności korozyjnej i usunięcia odbarwień, można zastosować procesy chemiczne takie jak trawienie i pasywacja.
Gdzie najczęściej spawa się stal nierdzewną z czarną? Przykłady zastosowań
Spawanie stali nierdzewnej z węglową, choć wymagające, jest szeroko stosowane w różnych gałęziach przemysłu i w codziennych zastosowaniach. To połączenie pozwala na wykorzystanie najlepszych cech obu materiałów wytrzymałości i ekonomiczności stali węglowej z odpornością na korozję stali nierdzewnej. Oto kilka przykładów, gdzie najczęściej spotykam się z takimi połączeniami:
Przykłady z przemysłu: Konstrukcje, instalacje, motoryzacja
W przemyśle, gdzie skala projektów jest duża, a wymagania techniczne wysokie, połączenia różnoimienne są na porządku dziennym:
- Konstrukcje budowlane: Często spotyka się elementy nośne ze stali węglowej, do których spawane są estetyczne lub odporne na korozję elementy ze stali nierdzewnej, np. w fasadach budynków, balustradach zewnętrznych czy elementach dekoracyjnych.
- Instalacje rurowe i zbiorniki: W przemyśle chemicznym, spożywczym czy farmaceutycznym, gdzie wymagana jest odporność na korozję, rury ze stali nierdzewnej są często łączone z elementami konstrukcyjnymi lub przyłączami ze stali węglowej.
- Przemysł motoryzacyjny: Elementy układów wydechowych, zwłaszcza w samochodach sportowych lub ciężarowych, gdzie część układu może być ze stali nierdzewnej dla trwałości, a reszta ze stali węglowej dla obniżenia kosztów.
- Maszyny i urządzenia: Wiele maszyn ma części narażone na korozję wykonane ze stali nierdzewnej, które są następnie spawane do ramy lub innych komponentów ze stali węglowej.
Zastosowania w domu i warsztacie: Balustrady, meble, naprawy
Nie tylko w wielkim przemyśle, ale także w mniejszych projektach, w domu i warsztacie, takie połączenia mają swoje miejsce:
- Balustrady i poręcze: Często słupki nośne wykonane są ze stali węglowej (dla wytrzymałości i niższych kosztów), a dekoracyjne elementy, takie jak poręcze czy wypełnienia, ze stali nierdzewnej (dla estetyki i odporności na warunki atmosferyczne).
- Elementy mebli: W nowoczesnych meblach, zwłaszcza tych o industrialnym charakterze, można znaleźć połączenia stali nierdzewnej (np. blaty, ozdobne elementy) ze stalą węglową (konstrukcja nośna).
- Naprawy i modyfikacje: W warsztatach, przy naprawach sprzętu AGD, narzędzi czy pojazdów, często zachodzi potrzeba połączenia różnych typów stali.
- Projekty artystyczne i rzemieślnicze: Artyści i rzemieślnicy wykorzystują różnorodność materiałów do tworzenia unikalnych dzieł, gdzie połączenie stali nierdzewnej z węglową może dać ciekawe efekty wizualne i konstrukcyjne.